
are manufactured by the extrusion, wrapping, or
heavy dipping processes, or combinations of these
methods.
The coatings used on these electrodes consist of
two basic materials: mineral coatings and cellulose
coatings. However, a combination of the two
materials may also be used. The mineral coatings
consist of metallic oxides such as clay, feldspar, and
titanium. The cellulose coatings consist of materials
such as wood pulp, sawdust, and cotton.
These heavy coating materials on the electrodes
accomplish the following:
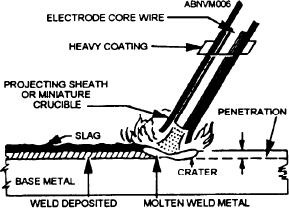
Figure 10-6.--Welding with a heavy coated electrode.
--They produce a reducing or nonoxidizing
CLASSIFICATION OF ELECTRODES
atmosphere, which acts as a shielding medium
around the weld deposit, excluding the oxygen and
Electrode classification tables are prepared and
nitrogen of the air.
published jointly by the American Welding Society
(AWS) and the American Society for Testing
--They stabilize the arc and improve the flow of
Materials (ASTM). These tables are available in
metal from the end of the electrode to the puddle
booklet form from either of these organizations.
on the work.
Electrodes are also classified with MIL SPEC
classification of MIL-E-22200 or other classifications
--The coating controls fluidity of the puddle and
according to type and use of the electrode. To
shape of the bead by providing those ingredients
illustrate these tables, the E60 series classifications
(oxides and silicates) that, when melted, form a slag
are shown in table 10-1. As shown in the table, the
over the molten metal. This slag, being quite slow
electrode classifications contain the electrode
to solidify, holds the heat and allows the metal to
classification number, type of coating, welding
solidify and cool slowly. This slow solidification
positions, and recommended current and polarity.
allows dissolved gases to escape and permits solid
impurities to float to the surface. The slow cooling
To understand the significance of classification
also has an annealing effect on the weld deposits.
numbers, consider the E6010 classification shown in
table 10-1. The E represents the word electric. The
--They control the physical properties of the
first two numbers, 60, refer to the minimum tensile
weld deposit and the composition of the deposit by
strength in the nonstress-relieved (as welded)
the addition of various metals and alloys to be
condition, or 60,000 psi. The third number explains
deposited during the welding process.
the possible welding positions, such as 1 for all
welding positions (flat, vertical, overhead, and
Figure 10-6 shows the arc characteristics when using
horizontal); or 2, which designates a greater
a heavy coated electrode.
restriction in choice by being usable only in the
horizontal and flat positions. Whereas, a 3 as the
Coated electrodes should be kept stored in their
third number indicates that these electrodes may be
original containers or in a dry area, such as holding
applied in the flat position only. The fourth number
ovens, to prevent the coating from absorbing
in the classification is used to indicate such things as
moisture from the air, especially when the relative
the proper power supply, quality, type of arc,
humidity is very high. This is especially true of the
amount of penetration, type of flux, and so on.
iron powder and low hydrogen coatings. An
increase in their moisture content will produce
Some electrodes are classified in five-digit
unsatisfactory welds. In some cases, it is necessary
numbers instead of four. In this case, the first three
to dry out the electrode coatings by baking the
digits apply to the minimum tensile strength as
electrodes in a furnace or oven before using them to
previously explained for the four-digit classification.
weld.
10-8