
In addition to the electrode classification
numbers, iron and steel electrodes may be identified
by a standard color code set up by the National
Electrical Manufacturers' Association (NEMA).
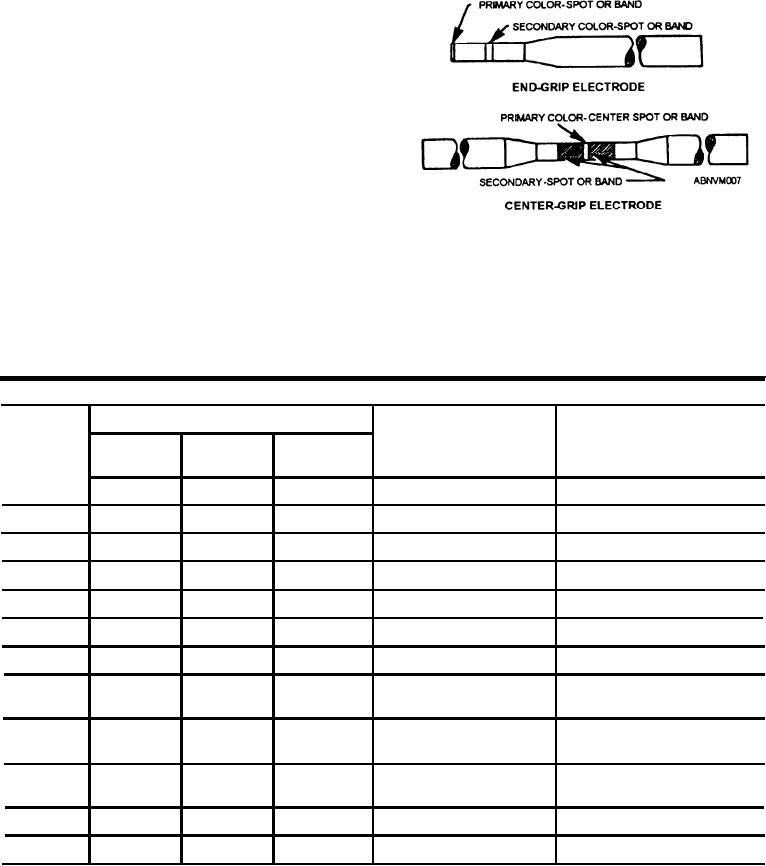
This method of electrode identification uses a
two-color system consisting of a primary color
located on the end of the electrode and a secondary
color located near the top end of the electrode.
Figure 10-7 shows the location of the primary and
s e c o n d a r y on the end grip and center grip
electrodes. Part of the electrode color identification
table produced by NEMA is reproduced in table
10-2.
PREPARATIONS FOR WELDING
Before beginning to weld, be sure you have all
the required equipment for welding and all the
equipment needed for your personal protection. Be
Figure 10-7.--Electrode color markings.
sure the welding machine is in good condition. Do
Table 10-2.--Color Markings For Electrode Identification
Primary colors
Mild steel and low alloys (See Note I)
Special purpose
Hard surfacing (See Note II)
Spot or
Horizontal
Flat position
All position
secondary
fillets & flat
only
color
Blue
White
Orange
Brown
No color
0.40-0.70% Carbon
Mild steel for cast iron
E6010
E6020
E6030
No color
0.90-1.10% Carbon
E6011
Blue
Brinell 200 min
Cast iron for cast iron
E6012
White
Brinell 300 min
051.0% Ni
Brown
E6013
Brinell 400 min
E7010
E7020
E7030
2.0-3.0% Ni
Green
Brinell 500 min
12.0-14.0% Mn
E7011
Red
Brinell 600 min
E8010
E8020
E8030
Ni Mn
Yellow
E8011
Brinell 700 min
E9010
E9020
E9030
Ni Cr MO
Black
E9011
Ni Cr Cu
El0020
El0030
Orange
El0010
E10011
Violet
Gray
Note I:
Electrodes listed with prefix letter are AWS designated grades.
Hardness shall be determined as follows:
Note II:
(a) Use a base plate of mild steel 5" square 1" thick.
(b) Use 3/16" electrode.
10-10