
view A of figure 10-12. Each bead must be cleaned
prior to depositing additional beads.
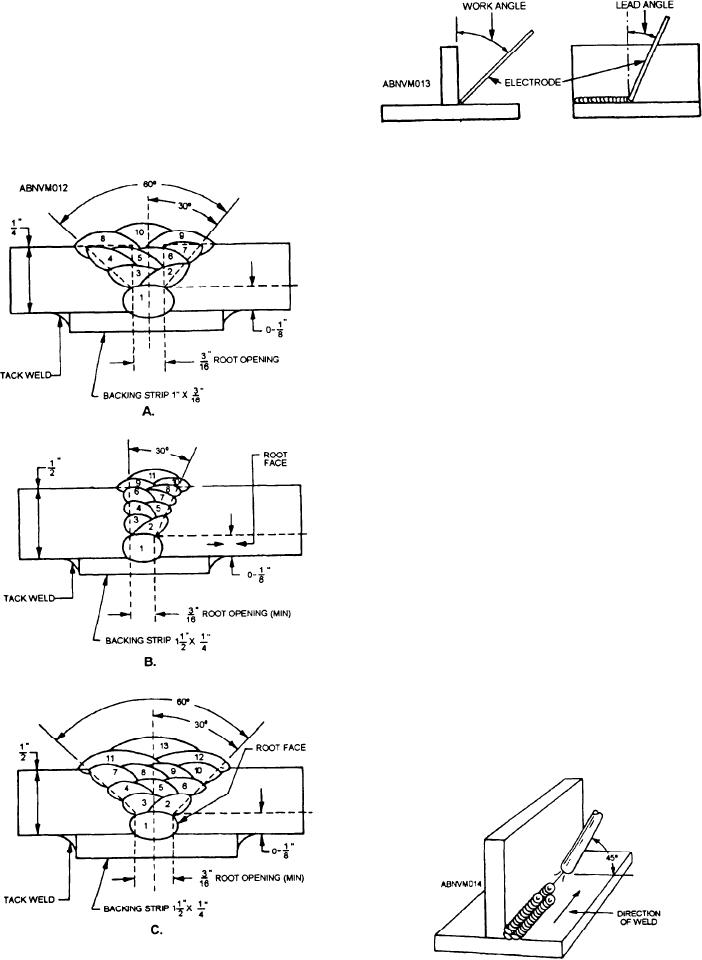
To ensure adequate penetration at the root, use
a backing strap when you make a butt weld in any
position. The backing strap should be about 1/2 to
1 1/2 inches wide and from 1/8 to 1/4 inch thick.
Figure 10-13.--Electrode work angle and lead angle.
The thickness and width of backing straps depend
upon the thickness of the plate being welded. You
should consult MIL-STD-22 for correct dimensions.
Tack weld the strap to the base of the joint and use
it as a cushion for the first layer of weld metal
deposited in the joint. Then complete the joint by
adding additional layers of weld metal in the regular
way. If the backing strap must be removed, do so
with a cutting torch or grinder. You must be
careful when cutting a backing strap with a torch so
that you do not gouge the plate or remove excess
material. If excess metal is removed, weld repair
will be required. The use of backing straps in
welding butt joints is shown in figure 10-12.
In making fillet welds, pay particular attention to
lead angles and work angles. In figure 10-13, the
work angle is the angle between the electrode and
the work in a plane at right angles to the long axis
of the joint.
The lead angle is the angle between the
electrode and the joint in the direction of the
welding. Work angles and lead angles for various
types of electrodes are usually specified by electrode
manufacturers.
Figure 10-14 shows the fillet welding of a T-joint
in the flat position. The surfaces of the pieces to be
Figure 10-12.--Use of backing strips in welding butt joints.
Figure 10-14.--Fillet welding a T-joint (flat position).
10-14