
Distributing and balancing the forces and
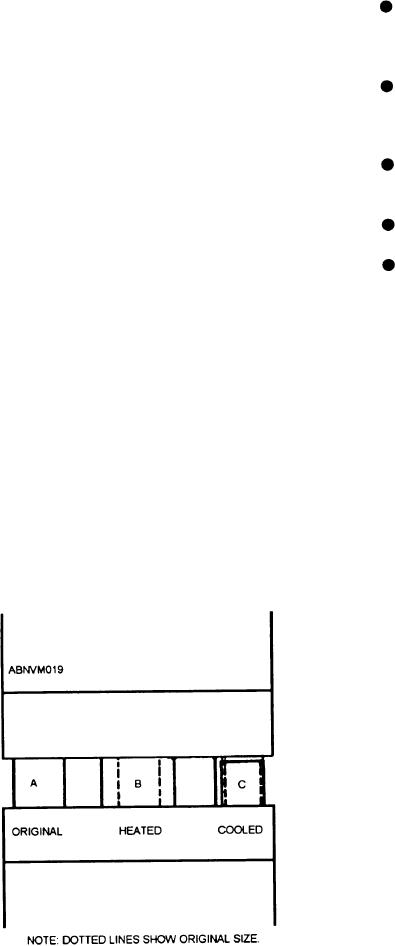
figure 10-19. Thus, a return to an original shape
stresses produced by weld shrinkage by
and size is possible only when a part is free to
special welding techniques and sequences
expand and contract freely and without restraint.
Forcibly restraining the parts being joined
If a bar is heated over a small area, the
from movement during welding by suitable
expansion will be local and uneven. The mass of
jigs and fixtures
surrounding metal will not expand, and tends to
prevent expansion of the heated metal in all
directions except upon the surface. Consequently,
Selecting the joint and the geometry of the
when the yield point has been reached, the metal
joint selected
becomes permanently deformed. When the bar
cools, it does not return to its original form, and
Selecting the welding process
distortion results.
Selecting the weld joint bead procedure
The factors governing distortion are the
resistance of the structure to the free contraction of
Preheating involves raising the temperature of
the weld metal; the temperature gradient, which is
the base metal or a section of the base metal above
determined by the rate at which heat is applied and
the ambient temperature before welding. Preheat
the rate at which heat is conducted away from its
temperatures may vary from as low as 60F to as
point of application; the coefficient of expansion of
high as 600F for highly hardenable steels and
the metal, which determines the total amount of
1200F for ductile cast iron.
plastic movement; and the yield strengths of the
base and weld metal, which limit the residual forces
Preheating is a very effective means of reducing
that can exist within the structure. Generally
weld metal and base metal cracking. Preheating
speaking, there are six basic means of controlling
may improve weldability generally, but has two
distortion:
major beneficial effects: it retards the cooling rates
in the weld metal and heat-affected base metal, and
Stretching the metal, preferably while still
it reduces the magnitude of shrinkage stresses.
hot, by a series of hammer blows (peening)
However, when you are welding quenched or
age-hardened materials, the effects of preheating
can be detrimental unless they are controlled within
allowable limits.
In many operations, the temperature to which
the base metal is heated must be carefully
controlled. The best means of control is to heat the
part in a furnace held at the desired temperature, by
electric induction coils, or by electric resistance
heating blankets. In these methods, temperature
indicators are attached to the part being preheated.
Figure 10-20 shows electric induction coils set up for
preheating pipe prior to welding.
W h e n using the oxyacetylene torch for
preheating, it is important to prevent localized
overheating and deposits of incomplete combustion
of gases on the surfaces of the joints of areas to be
welded. Temperature-indicating crayons that melt
at known temperatures are used for measuring the
temperature of the preheated part.
Figure 10-19.--Dimensional changes due to restrained
expansion and unrestrained contraction.
10-18