
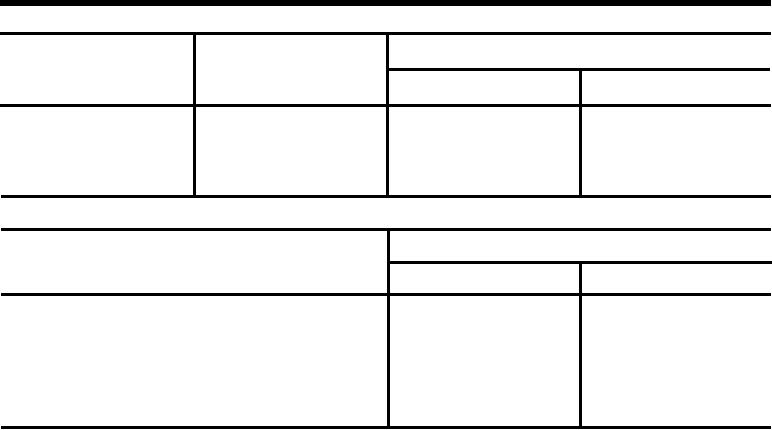
Table 10-5.--Preheat Temperatures for Welding Sheet, Plate, and Tubular Aluminum Sections (Butt Joints)
Tubular Sections
Approximate Preheat Degrees F
Outside Diameter
Wall Thickness Inches
GTA
GMA
Inches
1-3
None
NR*
1/3
4-6
NR
1/8
Optional--400
1-3
None
l/4
None
4-6
None
l/4
400
Sheet and Plate
Approximate Preheat Degrees F
Thickness
GTA
GMA
l/8-1/4
None
None
600
None
l/2
None
3/4
None
1
NR
2
NR
Optional--500
3
NR
Optional--500
*Not recommended
Note: These preheat temperatures are only for use as a guide. Most weldors prefer to increase the
welding current and thereby avoid preheating. Preheating is another operation and increases
overall costs. Also, if welding the heat-treatable alloys such as 6061, it should be realized that
the temperature and length of preheating time can affect the as-welded strength of the joint. It
is seldom necessary to preheat when using the GMA process.
alloys at temperatures below 650F, the temperature
2400F above the melting point of pure aluminum.
for complete annealing. The principal limitation on
Temperature differential allows the aluminum to
post-weld heating is whether the weldment can fit
melt before the oxide film. When this happens, the
inside the available oven. Heating the entire
film prevents fusion between the filler metal and its
weldment in a furnace is recommended. Local
base plate. Therefore, the oxide film must be
heating for stress relieving is effective in some cases,
disrupted or removed by a chemical cleaner, flux,
but only where testing or performance data proves
mechanical abrasion, or by the action of the welding
its effectiveness.
arc.
The aluminum-magnesium alloys (5000 series)
Particles of oxide entrapped in the weld will
can usually be stress relieved by post-weld heating
impair ductility of the weldment. The joint should
them at 450F for approximately 4 hours. As
be cleaned with a stainless-steel wire brush
previously mentioned, complete annealing is
immediately before welding to reduce the oxide
achieved upon heating these alloys to 650F.
level.
Cooling rate is unimportant.
The GTA and the GMA welding processes have
Aluminum and its alloys rapidly develop an
a major advantage over other methods, in that no
oxide surface film upon exposure to air. This oxide
fluxes are required. The action of the welding arc
has a melting point in excess of 3600F or about
breaks up the oxide film. The noncombustible gas
10-23