
high-frequency, dc reverse polarity (DCRP), and dc
straight polarity (DCSP) welding current. Except
for high frequency, ac welding is only authorized for
use on tenders and shore facilities. Exceptions will
require approval.
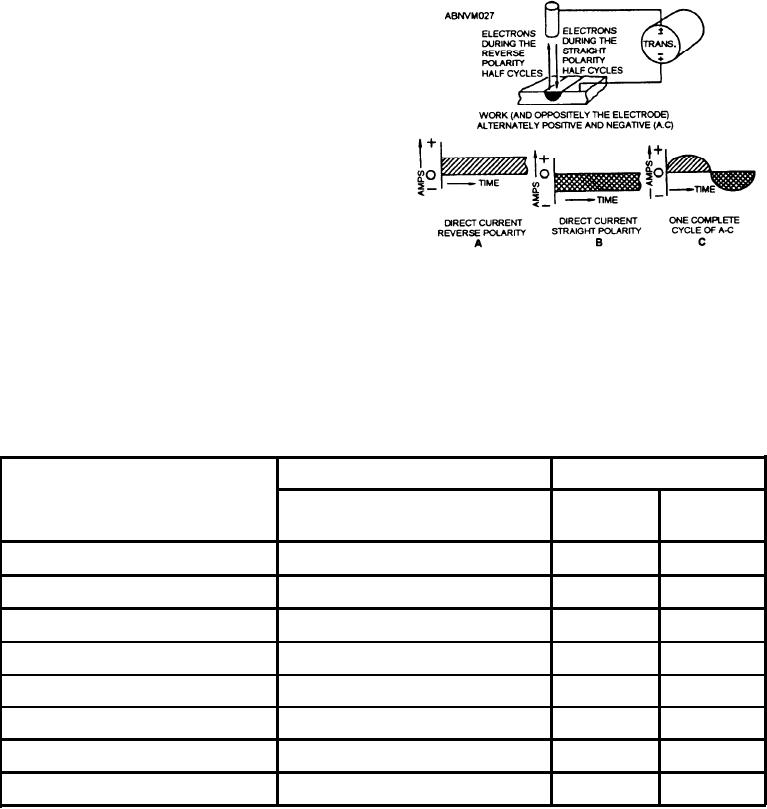
High-frequency ac is recommended for the
welding of aluminum. It offers both the advantages
of DCSP and DCRP welding. Theoretically, ac
welding can be called a combination of DCSP and
DCRP welding, as shown in figure 10-26.
In ac welding, when the current passes through
zero (fig. 10-26), the arc is broken. To restart the
arc, a high-voltage, high-frequency, low-power
additional current is used. This establishes an
ionized path for welding current to follow, when the
Figure 10-26.--Ac welding as a combination of dc straight
and reverse polarity welding.
arc is struck at zero current.
may be used as a guide for the selection of current
In any GTA welding operation, selection of the
for welding some of the more common metals.
proper current is of utmost importance. Table 10-6
Table 10-6.--Current Selection for GTA Welding
Direct Current
Alternating Current
Material
Reverse
with high frequency stabilization
Straight
Polarity
Polarity
Aluminum-up to 3/32 inch thich
1
2
N.R.
Aluminum-over 3/32 inch thich
1
N.R.
N.R.
N.R.
N.R.
1
Aluminum castings
Brass alloys
2
1
N.R.
N.R.
N.R.
1
Silicon copper
Monel
2
1
N.R.
Stainless steel
2
1
N.R.
Hard surfacing alloys
2
1
N.R.
Key: 1. Excellent Results
2. Good Results
N.R. Not recommended
10-26