
single-vee groove or a double-vee groove, as shown
in figure 10-24. The edges of tubular sections are
prepared the same as the edges of plate of
corresponding thickness.
The welding of tubular sections employs the
same techniques as those used for plate and pipe,
with the exception that a backup is not used when
welding is to be done from both sides. In this case,
the back-chipping technique is used to ensure
high-quality welds in the finished product. Backup
plates are recommended wherever possible to
control weld penetration. These plates also permit
faster welding speeds.
Figure 10-24.--Single-vee and double-vee groove welds.
Good joint fit-up makes welding easier, saves
filler metal and shielding gas, and helps to assure
and a bare filler rod of suitable alloy is manually
quality welds. If jigs are not used to hold the joint
added to the molten pool. Welding can be done
members in their correct position, tack welding may
rapidly from all positions. No flux is required in
be necessary. Tack welds should be short in length,
GTA welding because the action of the arc breaks
one-fourth to one-half inch. They should also be
up the oxide film and allows good weld-metal flow.
small in size, one-eighth to three-sixteenths inch,
A shield of gas, either argon or helium or a mixture
depending upon the size of the metal. In addition,
of argon and helium, surrounds the electrode and
tack welds should be sufficient in number and
the weld pool to prevent oxidation during welding.
correctly placed to maintain proper alignment of
units or components being welded. The number of
Since the heat of the tungsten arc is
tacks to be made is determined by the workpiece to
concentrated in a small area, it is much faster than
be welded.
oxyacetylene welding. Distortion in GTA welds is
also appreciably less than for oxyacetylene welds.
GAS TUNGSTEN-ARC (GTA)
WELDING PROCESS
Welding Power Source
The GTA process is widely used for welding
The heat for any arc-welding process is
relatively thin aluminum sections. In this process,
generated by the arc between the electrode and the
an arc is established between a nonconsumable
base metal. The welding current for GTA welding
tungsten electrode and the aluminum parts to be
is supplied by the ac/dc transformer-rectifier welder
welded with a shield of gas enveloping the arc and
weld pool. The arc melts the aluminum base metal,
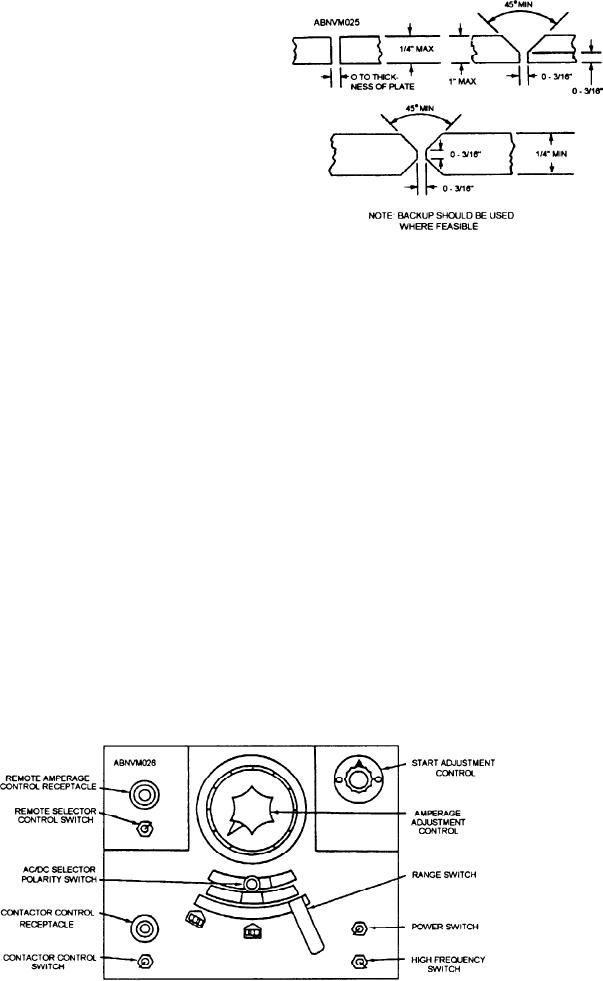
( f i g . 10-25). This machine will deliver ac
Figure 10-25.--Equipment for GTA welding.
10-25