
Overheating can melt the silver-brazed metal joints
Welding Equipment and Supplies
in the torch and the plastic water tube that sheaths
the electric cable. A control mechanism is available
In addition to the ac power source, the following
that does not allow the welding current to start
equipment is needed for GTA welding:
unless the water is flowing. Some GTA welding
equipment is provided with a solenoid valve that
GTA welding torch. (Note that the word
automatically shuts off the water supply when the
torch is commonly used for this GTA
welding stops. This prevents excessive cooling and
welding device. It is also termed electrode
moisture condensation inside the torch. Moisture
holder. However, throughout this discussion
can contaminate the electrode and cause porosity in
the word torch will be used.)
the weld during the initial weld period. When GTA
equipment is to be used in the field and if water is
Gas supply, regulator-flowmeter, hose, and
not available, a small water tank and pump can be
fittings
used to circulate water between the tank and the
torch. The GTA welding torch carries the welding
Filler metal
current and directs the gas to the weld area. The
torch must be properly insulated for the maximum
Water supply and fittings
current ranges to ensure operational safety.
Current is transmitted from the ac transformer
Helmet or eye shield, and protective
through the power cable to a collet holding the
clothing
tungsten electrode. Gas ports surrounding the
electrode permit the gas to enter the nozzle or
Stainless-steel wire brush
cup.
For currents above 200 amperes, cooling the
The electrode should extend beyond the end of
torch and power cable is necessary because of heat
the gas cup a distance of l/8 to 3/16 inch. Selecting
generated by the arc and the current passing
the right size electrode for each job is important to
through the cable. For welding currents below 200
prevent electrode damage and poor welds caused by
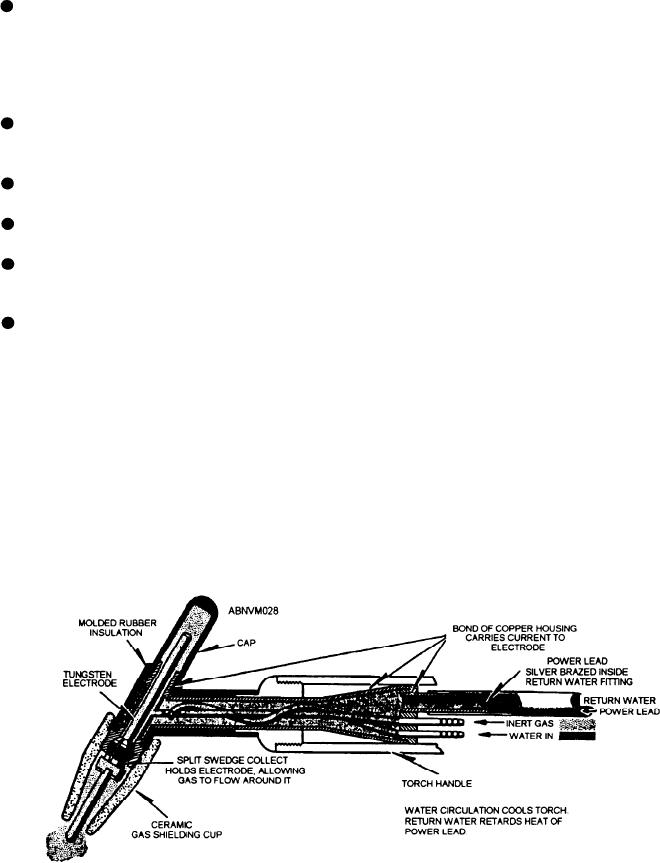
amperes, air-cooled torches are satisfactory. A
too high or too low a current. Excessive current will
sectional sketch of a GTA water-cooled torch is
cause tungsten particles to transfer to the weld,
shown in figure 10-27.
while insufficient current allows the arc to wander
erratically over the end of the electrode. With
Water used to cool the welding torch should be
correct current the electrode will have a stable
clean to prevent clogging or flow restriction.
hemispherical end. Recommended electrode sizes
Figure 10-27.--Sectional sketch of a GTA water-cooled torch.
10-27