
Move the arc backward over the crater, and then
arc. This sound should be heard all during the time
move forward again to continue the weld. This
the arc is being moved along the joint.
procedure fills the crater, and it prevents porosity
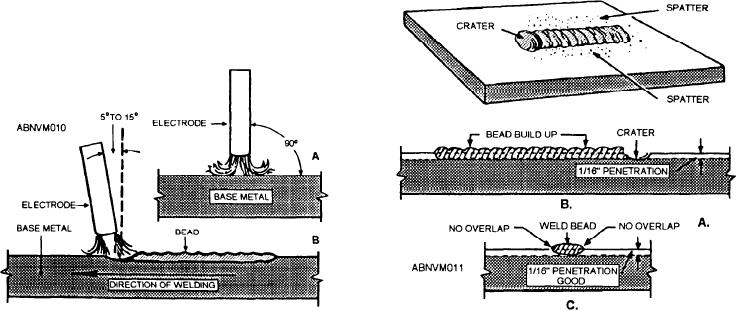
A good weld bead made by the shielded
and slag.
metal-arc welding process should have little or no
spatter on the surface of the plate. The arc crater
ARC-WELDING TECHNIQUES
in the bead should be approximately the same size
The types of welds, the types of joints, and the
as the electrode diameter or larger when the arc has
welding positions used in shielded metal-arc welding
been broken. The bead should be built up slightly,
are generally the same as those used in oxyacetylene
but should not have any metal overlap at the top
welding. The techniques, of course, are somewhat
surface. There should be good penetration of
approximately one-sixteenth inch into the base
different because of the different equipment
metal. Figure 10-11 shows properly made weld
involved.
beads in the flat position.
In arc welding, the position of the electrode in
A butt joint in the flat position should be set up
relation to the joint being welded is a matter of
in the same manner as for oxyacetylene welding.
great importance. Increasing the electrode angle in
Plates less than one-fourth inch in thickness can be
the direction of welding builds up a bead.
welded in one pass. They do not require any edge
preparation, but the pieces should be tacked
When welding a bead in the flat position (fig.
together to keep them in alignment. Use the same
10-10), you should hold the electrode at a 90-degree
angle to the base metal. To get a good view of the
electrode motion that you used for forming a bead
in the flat position. Plates one-fourth inch or more
molten puddle, you may find it convenient to tilt the
electrode forward, in the direction of welding, to the
in thickness require edge preparation by beveling or
angle that is 5 to 15 off from the 90-degree angle.
U-grooving.
Do not move the electrode from side to side as you
run a bead. To keep the arc constant, move it
The first bead or root pass is deposited to seal
forward just fast enough to deposit the weld metal
the space between the two pieces of the joint at the
uniformly, and move it downward as rapidly as
root. This bead must be thoroughly cleaned of all
necessary.
slag before any other weld layers are made. The
second, third, and fourth layers of weld metal are
Use a short arc, about one-eighth inch in length,
deposited using stringer beads in the order shown in
and weld in a straight line at a constant speed. You
cannot judge the length of an arc by looking at it.
You will have to depend upon experience and the
sharp, cracking sound that is made by a good, short
Figure 10-11.--Properly made weld beads (flat position).
Figure 10-10.--Position of the electrode in making a bead in
the flat position.
10-13