
it is applied. The thickness of the deposit is usually from
one-sixteenth to one-eighth inch, is seldom over
one-fourth inch, and is generally deposited in a single
pass. Cleanliness is just as important for surfacing as it
is for braze welding. Scale, rust, and foreign matter must
be removed before surfacing to prevent the formation
of blow holes. If the surface of the base metal is clean
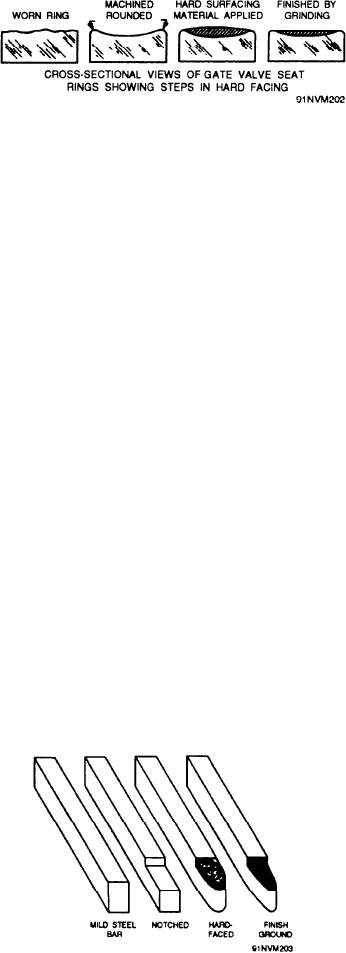
Figure 9-12.--Surfacing a valve seat ring.
and properly prepared, then these three points are
important for a good hard-surfacing job using
stepby-step application of chromium-cobalt surfacing
chromiumcobalt ahoy: (1) flame adjustment, (2) base
is illustrated in figure 9-12.
metal surface appearance at the time the ahoy is applied,
Tungsten-carbide is another surfacing material that
and (3) surfacing ahoy application to the base metal.
is applied with the oxyacetylene flame. This material is
When you are surfacing with chromium-cobalt, use
used to build up wear-resistant surfaces on steel parts
an oxyacetylene flame with an excess acetylene feather
that must withstand severe abrasion. It is used for such
about three times as long as the inner cone. Your success
noncritical applications as aircraft tailskids and earth-
depends upon the flame adjustment and the condition
and rock-moving equipment. The melting point of this
of the base metal surface when the surfacing ahoy is
material is so high that it cannot be applied by gaseous
applied. Unless the excess acetylene flame is used, you
flame melting procedures. It is applied either in the form
cannot develop the proper base metal surface condition,
of inserts, which are welded or brazed to the base metal,
and the surfacing ahoy will not spread over the surface
or through the use of composite cast rod in which
of the part.
tungsten-carbide particles are evenly distributed. When
The torch manipulation used and the surfacing
this latter material is used, the surfacing technique is the
procedure itself are similar to those used in braze
same as that used for oxyacetylene welding with a
welding. However, you need higher temperatures
slightly carburizing flame adjustment.
(about 2,200F) and tips one size larger than normal.
Iron-base surfacing alloys are used for a number of
The heating phase of the surfacing operation is as
applications requiring various degrees of hardness.
follows: With a sweeping motion of the torch, heat a
They can be applied by using either oxyacetylene or
small area of the base metal until the surface takes on a
electric arc welding. Hard-surface deposits are so hard
sweating appearance. Then, bring the end of the
they cannot be filed or machined. They must be ground
surfacing ahoy into the flame and allow it to melt. Do
to size and shape. Because of their extreme hardness,
not stir or puddle the ahoy; let it flow. If the surface area
has been properly sweated, the ahoy will flow freely
they should be built up only slightly larger than the exact
over the surface of the base metal.
size, to eliminate unnecessary grinding.
Good surfacing requires that you are able to
Figure 9-13 shows the method used to make lathe
recognize a sweated surface. This sweating occurs when
and shaper tools by applying a surfacing ahoy. Other
the temperature of steel is raised to a white heat with a
uses for surfacing material aboard ship are lathe centers,
carburizing flame. An extremely thin layer of the base
shear blades, and similar tools. When you prepare any
metal is carburized. The carburized layer has a lower
melting point than the rest of the base metal. As a result,
it becomes a liquid while the underlying metal remains
a solid. This liquid film provides the medium for
flowing the filler metal over the surface of the base
metal. The liquid film is similar to, and serves the same
purpose as, a tinned surface in soldering and braze
welding. The carburized layer is approximately 0.001
inch thick.
The surfacing ahoy is added to the carburized layer
at this time. It flows over the sweated surface and
absorbs the film of carburized metal. It is easy to see
this surface condition, but you should make several
practice passes before you try to surface a valve disk or
seat for the first time. Perfect the technique on scrap
Figure 9-13.--Surfacing a lathe cutting tool.
metal before you try it on critical metal. A typical
9-16