
the lathe and the spline section is separated. The part is
overlayed should be free of all rust, oxides, or grease
now ready for the powdered metal overlay deposit.
and oil. The surface may be machined, filed, or cleaned
with emery cloth to ensure that it is clean.
The hollow shaft is slipped over a suitable mandrel
or other similar device for hand turning (fig. 9-18). The
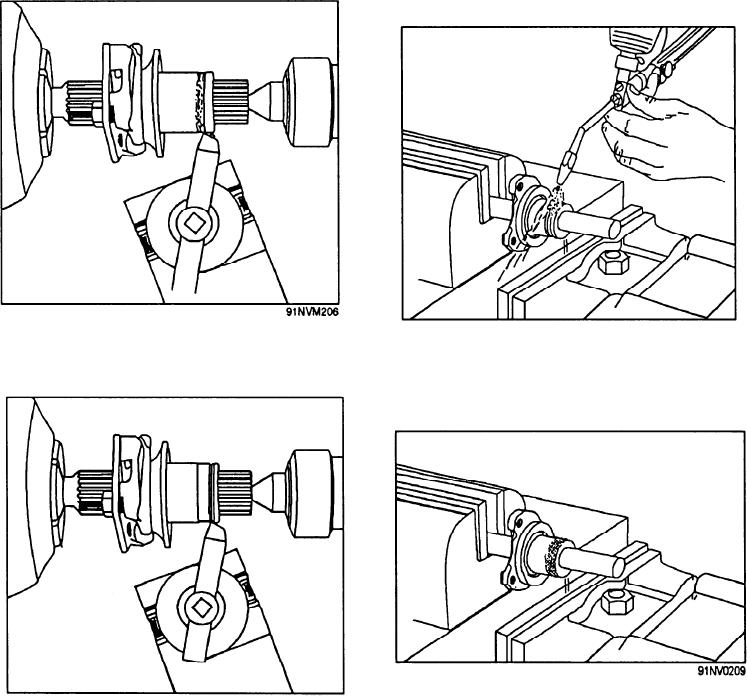
Figures 9-16 through 9-21 show repairs being made
best position of the shaft is horizontal, but the deposit
to an output shaft using the powdered metal torch. The
can also be made with the shaft in the vertical position.
assembled output shaft unit is chucked up in a lathe as
true as possible. The thinnest possible machine-cut is
The oxygen and acetylene pressures used should be
then made to remove the plating in the scored seal area
those recommended by the manufacturer for the tip you
only (fig. 9-16). All grease, contaminants, and other
are using. Use a neutral flame with a slight feather so
foreign matter have been removed with a good solvent.
that when the powder feed lever is depressed a true
A finished preparation lathe-cut of the scored area is
neutral flame is formed. Keep a minimum distance of
then made (fig. 9-17). The unit is then removed from
one-fourth inch between the flame cone and the work.
Figure 9-16.--Removing plating from the scored area of an
output shaft.
Figure 9-18.--Making a powdered metal overlay deposit.
Figure 9-17.--Final lathe-cut being made prior to making an
Figure 9-19.--Completed overlay deposit cooling prior to
overlay deposit.
machining.
9-21