
There are several other variations of the block
s e q u e n c e . In the PROGRESSIVE BLOCK
sequence, successive individual blocks of the
continuous weld are completed progressively along
the joint from one end to the other or from the
center of the joint toward either end. Another
variation is the WANDERING BLOCK. In this
sequence, successive blocks are completed at
random after several starting blocks have been
c o m p l e t e d . Still another variation is the
SELECTIVE BLOCK SEQUENCE. Here the
successive blocks are completed in a certain order
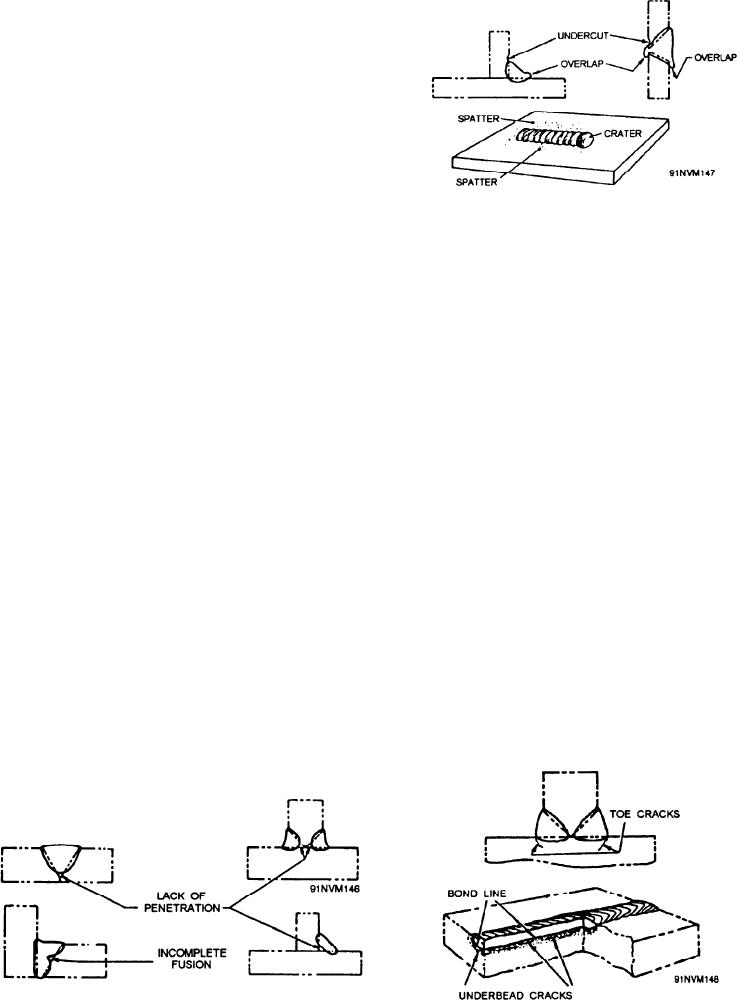
Figure 7-20.--Visible weld defects: spatter, overlap, and
so that a predetermined stress pattern is created
undercut.
within the joint.
welding and that do not form part of the weld.
WELD DEFECTS
When spatter occurs, small balls of metal are stuck
to the surface of the base metal along the line of
Weld defects, like the welds themselves, must be
weld. OVERLAP is a protrusion of the weld metal
described in standard terms. Common weld defects
beyond the bond at the toe of the weld. An
that you should be familiar with include incomplete
UNDERCUT is a groove melted into the base
fusion, inadequate joint and root penetration,
metal adjacent to the toe and not filled by weld
spatter, overlap, undercut, root cracks, toe cracks,
metal. Both overlap and undercut are more serious
crater cracks, underbead cracks, voids, and
than spatter, since either may seriously impair the
inclusions.
strength of the weld. Overlap and undercut indicate
that something is wrong with the welding techniques
Every welding design assumes that the specified
being employed or that something is wrong with the
extent of fusion and penetration will be obtained
adjustment of the equipment.
throughout the length of the joint. Welds such as
those shown in figure 7-19 would be classified as
Several kinds of cracks are classified as weld
defective because of incomplete fusion and lack of
penetration.
defects. Uneven expansion and contraction is
usually the basic cause of cracks whether they are in
the weld metal itself or in the adjacent heat-affected
Inadequate joint and root penetration is cause
zone. One fairly common kind of crack is the
for rejection of a weld even if it is sound in all other
CRATER CRACK. This occurs in the crater or
respects. The strength required in a weldment is
depression at the termination of a weld bead in gas
achieved only when the specified joint and root
or arc welding.
penetration is achieved.
Two other types of cracks are shown in figure
Some visible weld defects are illustrated in
7-21. TOE CRACKS occur in the base metal, at
figure 7-20. SPATTER is the term used to describe
metal particles or globules that are expelled during
Figure 7-19.--Examples of incomplete fusion and lack of
penetration.
Figure 7-21.--Toe cracks and underbead cracks.
7-15