
When the longitudinal sequence is used to
joint in the weldment. Included in the joint welding
produce a continuous weld, you will normally use
procedure is the DEPOSITION SEQUENCE. This
either the backstep sequence or the wandering
term refers to the order in which the weld metal in
s e q u e n c e . The backstep and the wandering
a given joint is to be deposited. Do not confuse the
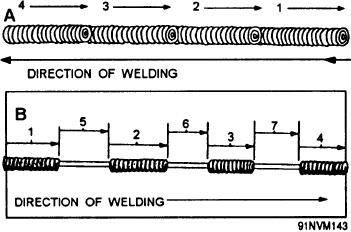
sequences are illustrated in figure 7-16.
deposition sequence with a weld sequence; weld
sequences will be discussed shortly. The deposition
In the BACKSTEP SEQUENCE, as shown in
sequence may call for an intermittent weld or a
view A of figure 7-16, the weld does not begin at
continuous weld.
the end of the joint. Furthermore, the parts or
increments of the weld are deposited in a direction
There are two types of INTERMITTENT
opposite to that in which the entire joint is made.
WELDS. Both are fillet welds in which weld
Increment length is usually specified. If it is not,
continuity is broken by unwelded spaces. The chain
you can determine the proper weld increment length
intermittent weld is illustrated in view B of figure
by the following procedure.
7-3, and the staggered intermittent in view C of
figure 7-3. In chain intermittent welding, the
Select an electrode of the proper type and
increments or parts of the weld are approximately
diameter. Then, using the same methods that will
opposite each other. In staggered intermittent
be used in welding the joint, run an uninterrupted
welding, the weld increments are staggered with
bead with one electrode on a piece of scrap metal.
respect to each other on opposite sides of a tee
The length of the practice bead is the proper length
joint.
for the increment. Thus, if your practice bead is 6
inches long, the first increment is started 6 inches
A CONTINUOUS WELD is one in which the
from the edge of the plate. Successive increments
completed joint contains weld metal throughout. In
would start 6 inches away from the previous weld
other words, there are no unwelded portions in the
increment. The backstep sequence is sometimes
joint as in an intermittent weld. The continuous
called a step-back sequence.
weld is made by one of two main weld sequences,
either the continuous sequence or the longitudinal
The WANDERING SEQUENCE, as shown in
sequence.
view B of figure 7-16, combines some of the features
of both the continuous and the backstep sequences.
A continuous sequence has a slightly different
In this sequence, weld increments are deposited in
meaning than does a continuous weld. In a
the same direction as the weld joint proper, as in a
CONTINUOUS SEQUENCE, welding begins at
continuous sequence. However, as the illustration
one end of the joint and proceeds continuously to
indicates, the order in which the weld increments
the other. The continuous sequence is the least
are deposited is not progressive along the joint.
complex of all the sequences.
However, a
Instead, gaps equal in length to that of the
continuous weld may be produced by a welding
sequence other than the continuous sequence.
In a LONGITUDINAL SEQUENCE, the end
result is a continuous weld, but the weld is not made
by proceeding continuously from one end of the
joint to the other. Here different parts of a joint
are made at different times. The longitudinal
sequence specifies the order in which the various
increments of the continuous weld are to be made
with respect to the entire length of the joint. The
longitudinal sequence is completed by one of eight
standard sequences, which includes the backstep, the
wandering, the buildup, the block, the cascade, the
progressive block, the wandering block, and the
selective block. These sequences are used in
welding to minimize distortion by controlling
Figure 7-16.--(A) Backstep sequence; (B) Wandering
expansion and contraction.
sequence.
7-13