
28.253
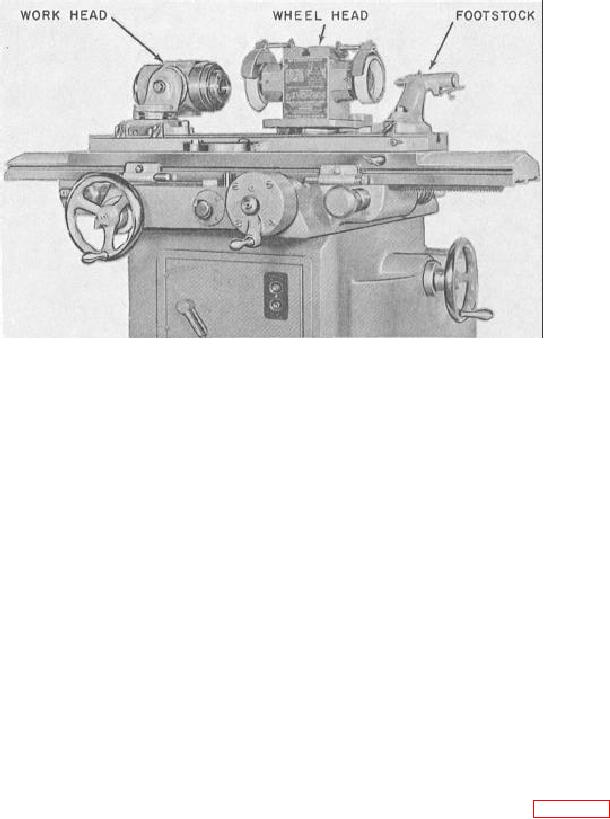
Figure 10-12.--Tool and cutter grinder (workhead and footstock).
11. Start the workhead motor and feed the grinding
for straight cylindrical grinding or for the correct taper
wheel in sufficiently to make a cleanup cut (a light cut
or angle, depending on the job.
the entire length of the surface to be ground).
5. Adjust the workhead speed mechanism to get
12. Using power longitudinal traverse, take a cut.
the proper rotational speed. Normally, you should use a
Then, disengage the power traverse, stop the workhead
slow speed for roughing and a high speed for finishing.
motor and wheelhead rotation, and check the workpiece
for taper. Make any changes required. (If you are using
6. Set the longitudinal traverse speed so the work
the taper table attachment and you need to make an
advances from two-thirds to three-fourths the thickness
adjustment at this point, dress the wheel again.)
of the wheel during each revolution of the workpiece.
We have not provided specific information on how
Use a fast traverse feed for roughing and a slow feed for
to set the various controls and speeds because there are
finishing.
variations for each machine. Look for this information
7. Set the workpiece in place and clamp the foot-
in the manufacturer's technical manual for your
stock spindle after making sure that both centers are
machine.
seated properly and that the driving dog is not binding.
TOOL AND CUTTER GRINDER
8. Select and mount the grinding wheel.
9. Start the spindle motor, hydraulic power pump,
The tool and cutter grinder (fig. 10-12) has a
combination of the features of the plain cylindrical
and coolant pump. After the machine has run for a few
grinder and the planer-type surface grinder. A tool and
minutes, start the coolant flow and dress the wheel.
cutter grinder is used primarily to grind multiedged
10. Using the cross traverse mechanism, bring the
cutting tools, such as milling cutters, reamers, and taps.
wheel up to the workpiece and traverse the table
The worktable has the same basic construction features
as the surface grinder, but a taper table is mounted on
longitudinally by hand to see that the wheel will travel
the sliding table so you can grind tools that have small
through the cycle without hitting any projections.
tapers, such as tapered reamers.
(About one-half of the wheel width should remain on
You can adjust the wheelhead in two directions. You
the work at each end of the longitudinal traverse stroke.)
can move it vertically on its support column through
Clamp the table dogs in the correct positions to limit
360. If you need to change the rotational direction of
longitudinal traverse.
the grinding wheel, simply rotate the wheelhead 180.
10-10