
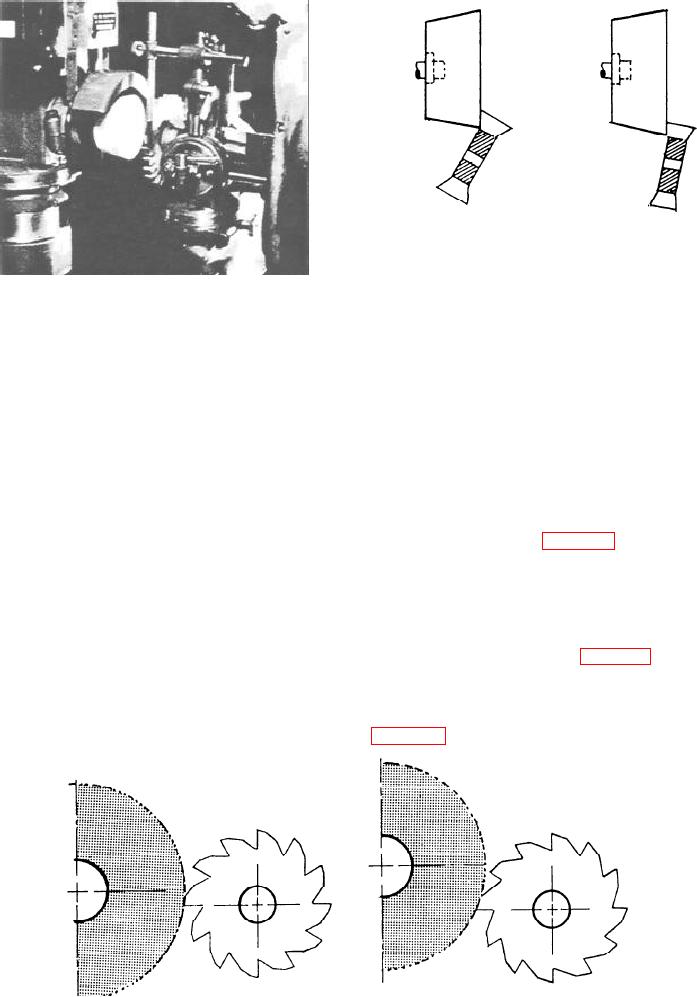
Figure 10-21.--Changing clearance angle by swiveling the cutter
in a vertical plane.
primary land, double the clearance angle and grind a
Figure 10-20.--Grinding the side teeth of a side milling cutter.
secondary land.
Before you start the sharpening operation, run
Side Milling Cutters
through it without the machine running. This will let
The peripheral teeth of a side milling cutter are
you get the feel of the machine and assure you that there
ground in exactly the same manner as the teeth of a plain
is nothing to obstruct the grinding operation. Traverse
milling cutter, with the exception that you will use a
the table with one hand and use the other hand to hold
plain tooth rest blade.
the cutter against the tooth rest blade. On the return
To sharpen the side teeth, mount the cutter on a stub
movement, the tooth rest blade will cause the mandrel
arbor and clamp the arbor in a universal workhead.
Then, mount a universal tooth rest holder onto the
to turn in your hand; this eliminates the need to move
workhead so that when the workhead is tilted the tooth
the table away from the wheel on the return traverse.
rest holder moves with it (fig. 10-20).
To sharpen the teeth of any milling cutter, grind one
The procedure used to grind clearance angles
tooth; then rotate the cutter 180 and grind another
varies, depending on the type of grinding wheel used.
tooth. Check the teeth with a micrometer to be sure you
If you are using a cup wheel, swivel the workhead
are not grinding a taper. If there is taper, you must
vertically to move the tooth toward or away from the
remove it by swiveling the swivel table of the machine.
wheel. The clearance angle increases as the tooth is
As the width of the land increases with repeated
swivelled away from the wheel (fig. 10-21). If you use
sharpening, you will need to grind a secondary land on
a straight wheel, set the cutter arbor horizontally and
the cutter. Never allow the primary land to become
raise or lower the wheel to change the clearance angle.
greater than 1/16 inch wide, because the heel of the
The clearance angle increases as the wheel is raised
tooth may drag on the work To control the width of the
Figure 10-22.--Changing the clearance angle by raising the grinding wheel.
10-15