
of an end mill, you change the size (diameter) of the
cutter. Therefore, you must show that the cutter size has
been changed. Either mark the new size on the cutter or
grind off the old size and leave the cutter unmarked.
Use the following steps to sharpen the end teeth:
1. Mount the end mill in a universal workhead.
2. Swivel the wheelhead to 89.
3. Use a centering gauge to bring the cutting edge
of a tooth into the same horizontal plane as the
wheelhead spindle axis. Place the gauge on top of the
wheelhead and raise or lower the wheelhead enough to
place the blade of the gauge on the tooth's cutting edge.
This also will align the cutting edge with the centerline
of the wheel.
4. Lock the workhead spindle in place to prevent
the cutter from moving.
5. Clamp the tooth rest blade onto the workhead so
that its supporting edge rests against the underside of
the tooth to be ground.
6. Swivel the workhead downward to the desired
clearance angle and clamp it in position. At this point,
make sure the tooth next to the one being ground will
clear the wheel. If it does not, raise or lower the
wheelhead until the tooth does clear the wheel.
7. Unclamp the workhead spindle and begin
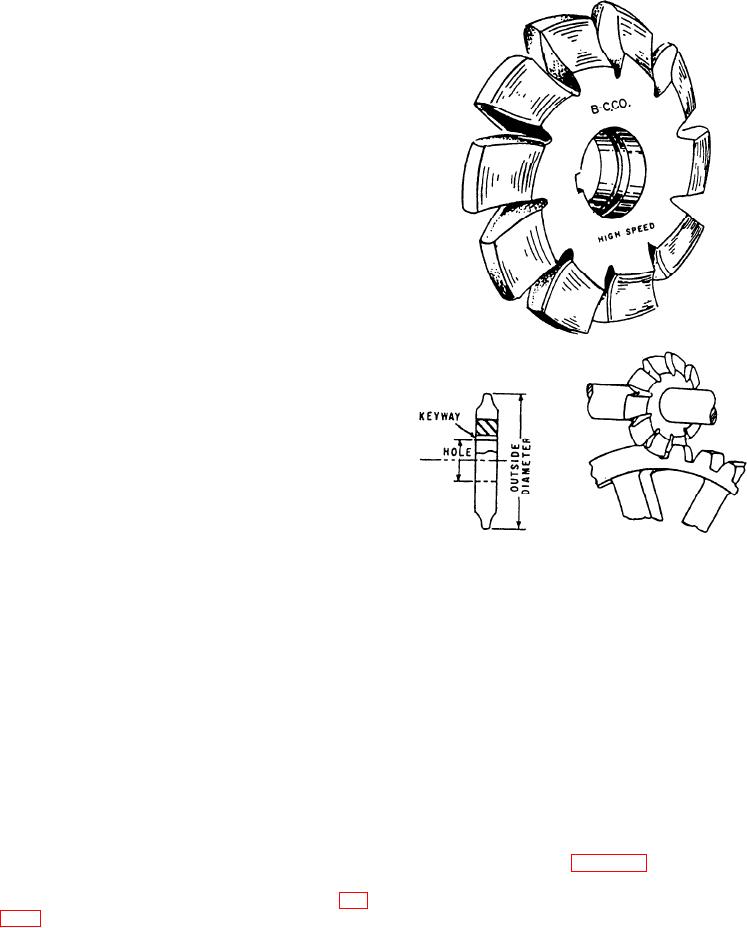
Figure 10-30.--Involute gear cutter.
grinding the mill.
8. After you have ground all of the primary lands,
center of the cutter. Turn the cutter until one of the teeth
tilt the workhead to the secondary clearance angle and
is horizontal; then raise the wheel until that tooth can be
grind all the secondary lands.
ground without interference.
On end mills with large diameter wheels, it is often
a good idea to back off the faces of the teeth toward the
Formed Cutters
center of the cutter, similar to the teeth of a face mill.
An angle of about 3 is enough, allowing a land of 3/16
Two methods are commonly used to sharpen
to 5/16 inch long.
formed milling cutters. The first method uses a formed
You must use as much care when you grind the
cutter sharpening attachment and is by far the most
comers of the teeth as when you grind the faces of the
convenient. In the second, set up the cutter on a mandrel,
peripheral teeth. If not, the cutting edges will dull
grind the backs of the teeth, and then reverse the cutter
rapidly, and they will produce a poor finish. The comers
to sharpen the cutting faces.
of the teeth are usually chamfered 45 by swiveling the
The involute cutter (fig. 10-30) will serve as an
workhead or table and are left 1/6 to 1/8 inch wide.
example. Since the teeth of these cutters have a specific
To sharpen the end teeth of a shell end mill (fig.
shape, the only correct way to sharpen them is to grind
10-29), mount the cutter on an arbor set in a taper shank
their faces. It is most important that the teeth are ground
mill bushing. Then, insert the bushing into the taper
uniformly and that they all have the same thickness
shank mill bushing sleeve held in the universal
from the back face to the cutting face. To get this
workhead. To get the desired clearance angle, swivel
uniformity, grind the back faces of all new cutters
the workhead in the vertical plane and swivel it slightly
before you use them. Grind only the back faces, since
in the horizontal plane to grind the teeth low in the
the cutting faces are already sharp and ready to use.
10-19