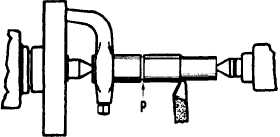
Figure 9-29.—Machining to a shoulder.occurs during machining to change the position of thetool, it will not dig into the work, but rather will movein the direction of the arrow-away from the workFinish TurningWhen you have rough turned the work to withinabout 1/32 inch of the finished size, take a finishing cut.A fine feed, the proper lubricant, and, above all, akeen-edged tool are necessary to produce a smoothfinish. Measure carefully to be sure you are machiningthe work to the proper dimension. Stop the lathe whenyou take measurements.If you must finish the work to close tolerances, besure the work is not hot when you take the finish cut. Ifyou turn the workpiece to exact size when it is hot, itwill be undersize when it has cooled.Perhaps the most difficult operation for a beginnerin machine work is to make accurate measurements. Somuch depends on the accuracy of the work that youshould make every effort to become proficient in the useof measuring instruments. You will develop a certain“feel” in the application of micrometers throughexperience alone; do not be discouraged if your firstefforts do not produce perfect results. Practice takingmicrometer measurements on pieces of knowndimensions. You will acquire skill if you are persistent.Turning to a ShoulderMachining to a shoulder is often done by locatingthe shoulder with a parting tool. Insert the parting toolabout 1/32 inch from the shoulder line toward the smalldiameter end of the work Cut to a depth 1/32 inch largerthan the small diameter of the work. Then machine thestock by taking heavy chips up to the shoulder. Thisprocedure eliminates detailed measuring and speeds upproduction.Figure 9-29 illustrates this method of shouldering.A parting tool has been used at P and the turning tool istaking a chip. It will be unnecessary to waste any timein taking measurements. You can devote your time torough machining until the necessary stock is removed.Then you can take a finishing cut to accuratemeasurement.BoringBoring is the machining of holes or any interiorcylindrical surface. The piece to be bored must have adrilled or cored hole, and the hole must be large enoughto insert the tool. The boring process merely enlarges thehole to the desired size or shape. The advantage ofboring is that a true round hole is obtained, and two ormore holes of the same or different diameters may bebored at one setting, thus ensuring absolute alignmentof the axis of the holes.Work to be bored may be held in a chuck, bolted tothe faceplate, or bolted to the carriage. Long pieces mustbe supported at the free end in a center rest.When the boring tool is fed into the hole of workbeing rotated on a chuck or faceplate, the process iscalled single point boring. It is the same as turningexcept that the cutting chip is taken from the inside. Thecutting edge of the boring tool resembles that of aturning tool. Boring tools may be the solid forged typeor the inserted cutter bit type.When the work to be bored is clamped to the top ofthe carriage, a boring bar is held between centers anddriven by a dog. The work is fed to the tool by theautomatic longitudinal feed of the carriage. Three typesof boring bars are shown in figure 9-30. Note the centerholes at the ends to fit the lathe centers.Figure 9-30, view A, shows a boring bar fitted witha fly cutter held by a headless setscrew. The othersetscrew, bearing on the end of the cutter, is for adjustingthe cutter to the workFigure 9-30, view B, shows a boring bar fitted witha two-edged cutter held by a taper key. This is more ofa finishing or sizing cutter, as it cuts on both sides andis used for production work.The boring bar shown in figure 9-30, view C, isfitted with a cast-iron head to adapt it for boring work9-18
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business