
Since this welding involves flat, vertical, and
this will help you with the steady gun handling
overhead welding, you should be able to weld
necessary for quality welding. Practice until your
satisfactorily in all of these positions before
overhead welds pass visual inspection.
attempting fixed-position welding. Determining
factors for quality welds, previously discussed, also
Horizontal Fixed-Position
hold true here.
Multipass Welding
Most welders prefer to use a backing ring for
This exercise will help you learn GMA welding
pipe welding, when possible, because it makes
of aluminum pipe, with and without backup, in the
welding easier and faster. With backup, the joint
horizontal fixed position. For this exercise, use
5-inch diameter standard aluminum pipe 6061 alloy
and 1/16-inch diameter 4043 or 5356 alloy filler
wire, or any recommended parent metal-filler wire
alloy combination. You will also need a backing
Equipment requirements include a dc
ring.
generator or rectifier, a GMA welding gun, filler
wire, gas, and necessary accessories. You will also
need a jig for holding the pipe in the welding
position.
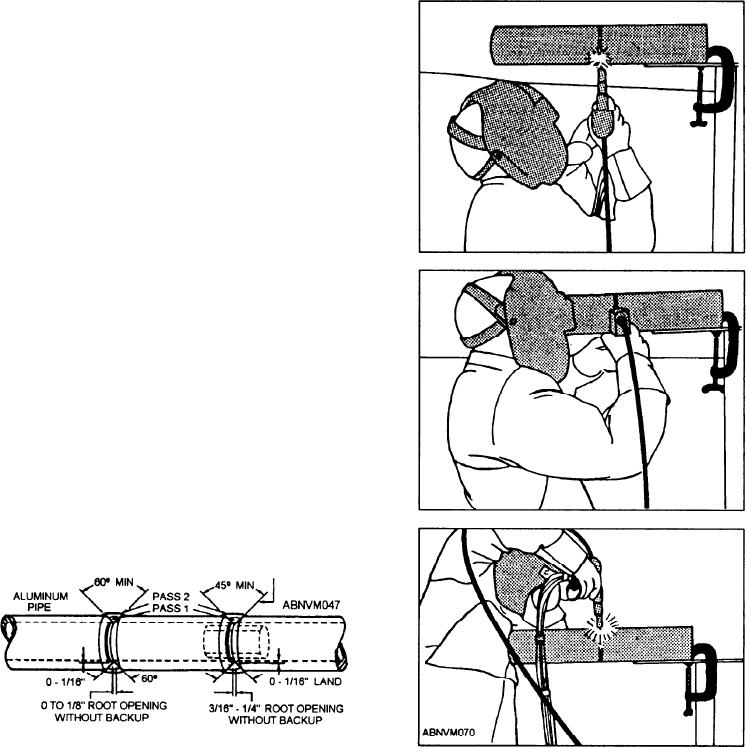
Pipe edges should be angled to the degree
indicated in figure 10-69. Insert a backup ring and
place the assembly in a holding jig; or, place two
abutting sections in the jig if a backing ring is not
used. Thoroughly clean and dry the weld area.
Wire brush the tile surface to remove the
protective oxide coating. Brush again after each
pass if contamination appears. Regulate the gas
flow at 60 cubic feet per hour, and select a welding
current of 150 to 190 amperes. Follow the weld
sequence as shown in figure 10-69.
Horizontal fixed-position welding is often
considered a test to qualify for welding in any
location. You must weld in the flat, vertical, and
overhead positions. Manipulation of the GMA gun
for welding pipe in the horizontal fixed position is
shown in the photographic sequence in figure 10-70.
Figure 10-69.--Joint design and weld pass sequence
Figure 10-70.--CMA gun manipulation for welding pipe in
horizontal fixed-position multipass GMA welding.
the horizontal fixed position.
10-49

