
thermal conductivity of the metal. The changes that
The legs and throat of a fillet weld are shown in
occur within the area are related to the kind of
figure 7-9. When we look at a triangular cross
metal being welded, the intensity and duration of
section of a fillet weld, the LEG is the portion of
heat, and the control embodied in the welding
the weld from the toe to the root. The THROAT
procedure.
is the distance from the root to a point on the face
of the weld along a line that would form a
90-degree angle with the weld face, as shown in
PARTS OF JOINTS
figure 7-9.
To follow the specifications for any welding job,
Theoretically, the face is considered to form a
you must have a very clear knowledge of the terms
straight line between the toes. If the face of the
used to describe parts of welds, and those used to
weld is convex or concave, it will not form a straight
describe parts of joints. The similarity in terms may
line between the toes. In that case, the actual face
lead to confusion. For example, the root of a weld
will be larger than the theoretical face, and the
is NOT precisely the same as the root of a joint. In
actual throat will be either larger or smaller than
other cases, it may be somewhat difficult to decide
the theoretical throat. It should be noted that the
whether a term really refers to a part of a weld or
to a part of a joint. In all cases, it is essential that
terms LEG and THROAT apply only to fillet welds.
y o u know EXACTLY what part, zone, or
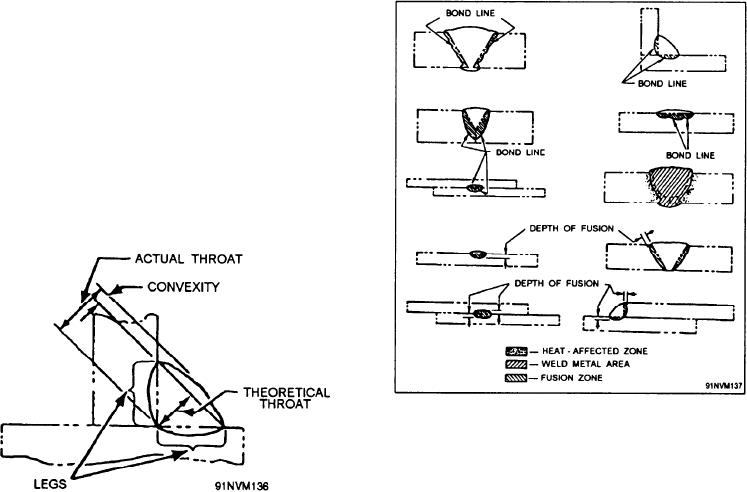
Several other terms are used to describe areas
measurement is being referred to.
or zones of welds. Figure 7-10 illustrates the use of
some of these terms. The BOND is the junction of
the weld metal and the base metal. If weld metal is
not used, the junction of the base metal parts is
used. FUSION is the melting together of base and
filler metal, or the melting of base metal only, that
results in coalescence. The FUSION ZONE is the
region of the base metal that is actually melted.
The DEPTH OF FUSION is the distance that
fusion extends into the base metal from the surface.
Both the fusion zone and the depth of fusion are
considered in terms of a cross section of the weld,
as shown in figure 7-10. Another zone of interest to
the welder is the HEAT-AFFECTED ZONE, also
shown in figure 7-10. This zone includes that
portion of the base metal that has not been melted
but in which the properties and structure of the
metal have been affected by the heat of welding or
cutting. The extent of this zone varies with the
Figure 7-10.--Fusion zone, depth of fusion, heat-affected
Figure 7-9.--Legs and throat of fillet weld.
zone, and bond of weld.
7-9