A and B. The correct positioning of the torch and
addition of the filler metal at the weld pool edge to
prevent undercutting when making a horizontal
position fillet weld is shown in figure 10-41.
Vertical-Position Multipass Fillet
and Butt Welds
This exercise will brief you on the technique of
vertical position welding. You will need 1/2" by 6"
by 12" EC aluminum plate and 3/16-inch diameter
1100 alloy filler rod or any other recommended
parent plate-filler rod combination. You will also
need a backing strap, if one is used.
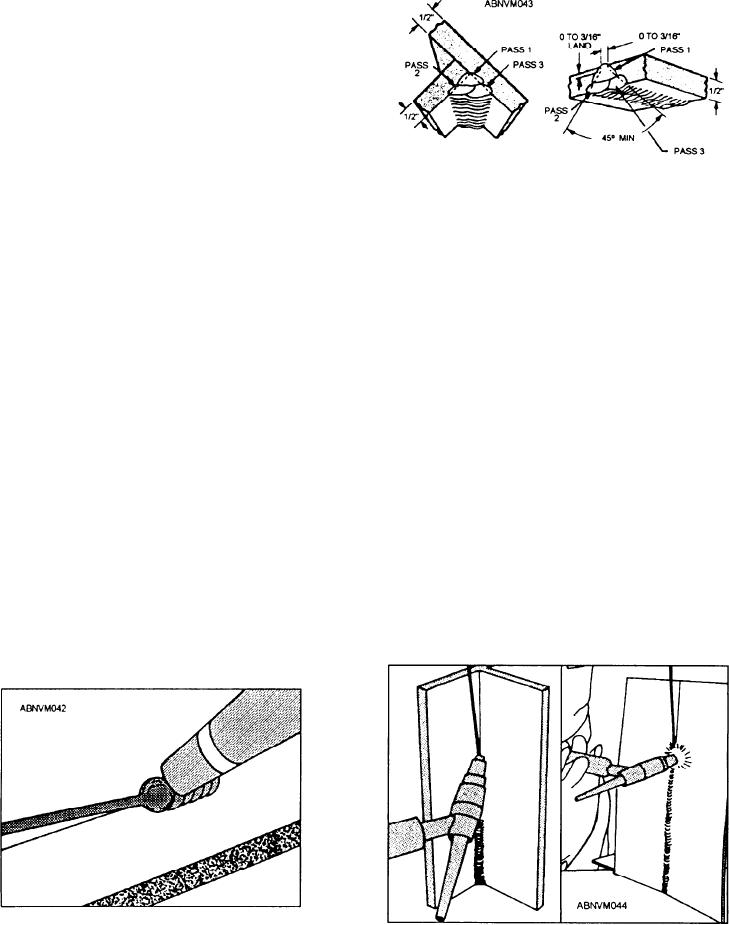
Figure 10-42.--Joint design and weld pass sequence
vertical-position multipass fillet and butt welds.
with superimposed high-frequency current, a GTA
Butt and fillet welds in the vertical position are
welding torch equipped with 3/16-inch diameter
made as shown in figure 10-43.
tungsten electrode, argon gas, and the necessary
accessories.
A l l of the factors presented concerning
out-of-position welding also apply here. Do not use
Prepare the abutting edges of plate as shown in
too high a welding current or deposit too large a
f i g u r e 10-22. Clean and dry the joint area
weld bead. If the molten pool is too large, it will be
thoroughly. Brush with a stainless-steel wire brush
difficult to control. Bead size, filler metal addition,
to remove oxide where the filler metal will be
and bead sequence should be carefully handled to
deposited. Examine and clean the filler rod, if
ensure complete fusion between passes. Some
needed.
welders find that a slight weave in vertical welding
will smooth out the bead. Practice your work until
Regulate the argon gas flow at 35 cubic feet per
it passes satisfactory visual inspection.
hour, and select a welding current from 250 to 320
amperes.
Overhead-Position Multipass
Position sections as shown with all units
Fillet and Butt Welds
supported. Tack weld in the most convenient
This exercise will acquaint you with the
position. Holding jigs may be used. Follow the
technique of overhead-position welding.
weld pass sequence as shown in figure 10-42.
The
Figure 10-41.--Correct position of the welding torch and
Figure 10-43.--Butt and fillet welds made in the vertical
proper addition of the tiller metal to form a weld pool.
position.
10-36