
for GMA welding is designed to initiate gas
coverage and automatically feed the aluminum
electrode into the weld area when the arc is struck.
A welding pool is formed immediately when the arc
is established. Welding progresses by moving the
welding gun along the line of the joint at a rate to
build up a bead of the desired dimensions. The
electrode and weld pool are protected from
oxidation by the shield of gas during welding. No
flux is required.
GMA Welding Equipment
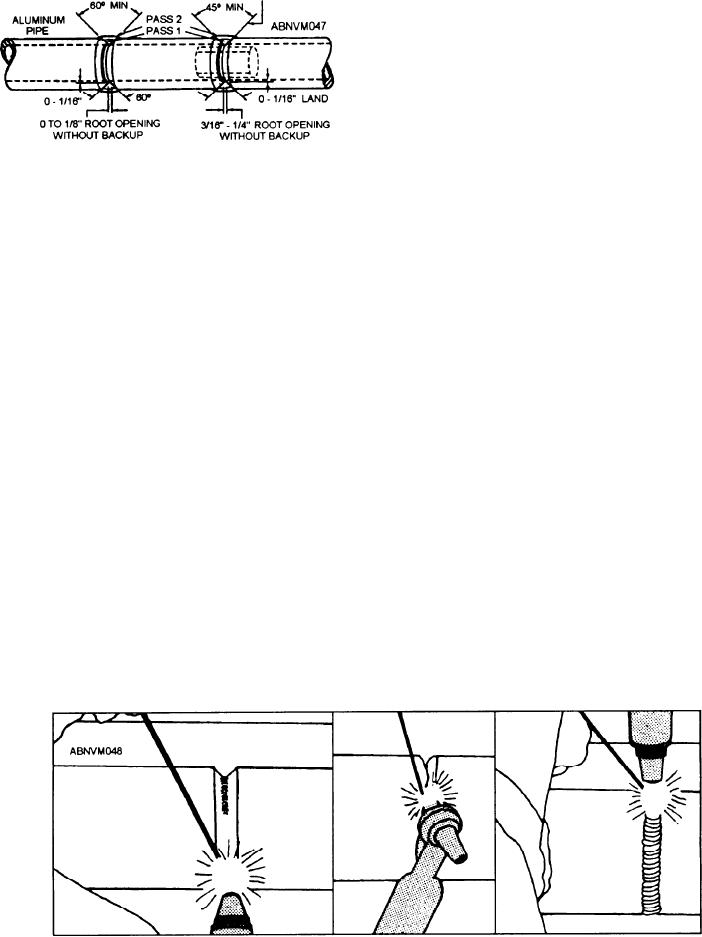
Figure 10-46.--Joint design and weld pass sequence
horizontal fixed-position multipass (GTA) welding.
Numerous types and models of GMA welding
equipment are used in the Navy. They all have the
Most welders prefer to use a backup ring for
same basic requirements. Each must have a source
pipe welding when possible because it makes the
of DCRP welding current, a wire feed unit for
operation easier. With backup, the joint fit and
feeding the wire filler metal, a control unit that
penetration control are not so critical. You should,
controls the automatic feed of the wire filler metal
however, learn to make the weld without a backup
and shielding gas, and a welding gun for directing
ring.
the wire filler metal and shielding gas to the weld
area. Figure 10-49 shows one type of GMA welding
Horizontal fixed-position pipe welding is often
equipment that is used quite often for short run
considered a test to qualify for welding in any
welds and welds in hard-to-get-to places that are
position. It includes welding in the flat, vertical, and
inaccessible to larger welding guns.
overhead positions. Figure 10-47 shows the
technique of torch and filler rod handling.
The 200 dc amp rectifier welder shown in figure
10-49 was designed specifically for the GMA
GAS METAL-ARC (GMA)
welding process and is a constant potential power
WELDING PROCESS
source. The constant potential power source
compensates for changes in arc length, thus
The GMA welding process is also known as gas
providing more uniform welding.
consumable electrode welding (fig. 10-48). It uses
a dc (reverse polarity) and a shield of argon or
The welding gun shown in figure 10-49 contains
helium or a mixture of both. A small diameter
the wire drive motor and drive roll assembly, the
aluminum wire serves both as electrode and filler
control switch for control of the wire feed and gas
metal and is fed automatically from the welding gun
flow, and a replaceable l-pound spool of wire filler
at high speed. Commercially available equipment
Figure 10-47.--Techniques of torch and filler rod handling for tubular sections.
10-38