Figure 10-36.--Visual inspection standards for GTA welds.
and necessary accessories.
The procedure for welding is to bevel abutting
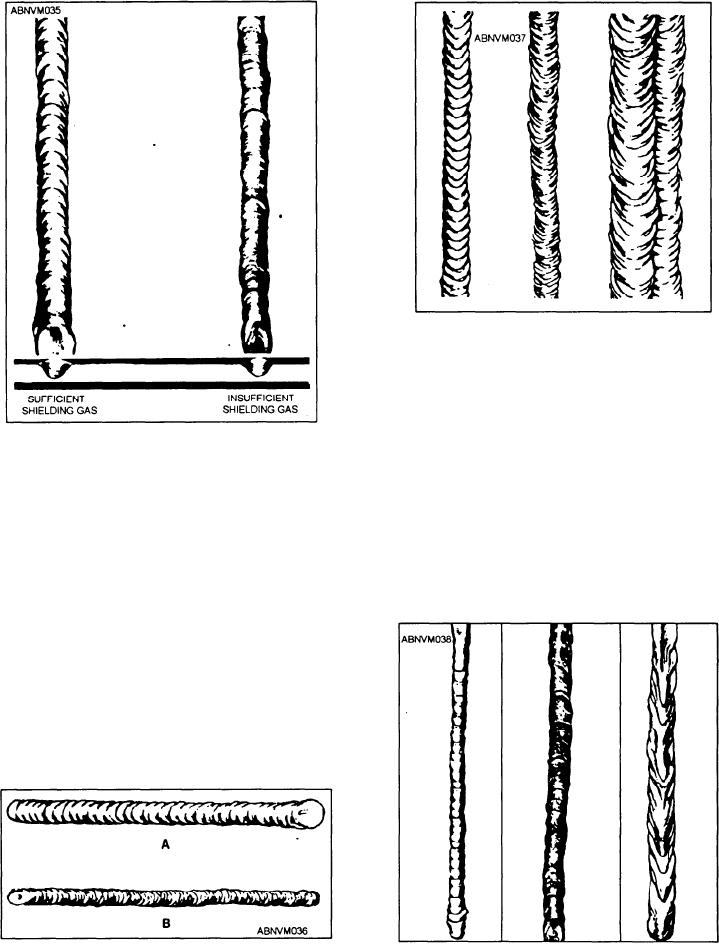
Figure 10-34.--Comparative GTA weld beads as determined
edges of sheet as indicated in figure 10-38. Clean
by shielding gas.
all surfaces, including the backing strap, with
solvent, and wipe dry. Brush the weld surface areas
Flat-Position Single-Pass Butt Welds
with a stainless-steel wire brush. Inspect and clean
the filler rod if necessary. Regulate the argon gas
This exercise will help you learn the technique
flow 25 cubic feet per hour, and select a welding
of making a single-pass butt weld in the flat position
current of 175 to 210 amperes. Arrange the plates
on aluminum. You should use 3/16" by 6" by 12"
EC aluminum and 1/8-inch diameter 1100 alloy filler
rod, or any other recommended combination of
parent sheet-filler alloy. You will also need a 3/16
by 1" by 12" backing strap of EC aluminum or the
same sheet-filler alloy.
The GTA welding torch should be equipped
with a l/8-inch diameter tungsten electrode. Of
Figure 10-35.--Comparative GTA weld beads with filler rod
Figure 10-37.--Unacceptable GTA welds.
manipulation.
10-34