28.194
Figure 8-3.--Refacing a valve seat in a vertical turret lathe.
production work. For example, you can mount a large
valve on the horizontal face of its worktable or chuck
easier than on almost any other type of machine. For
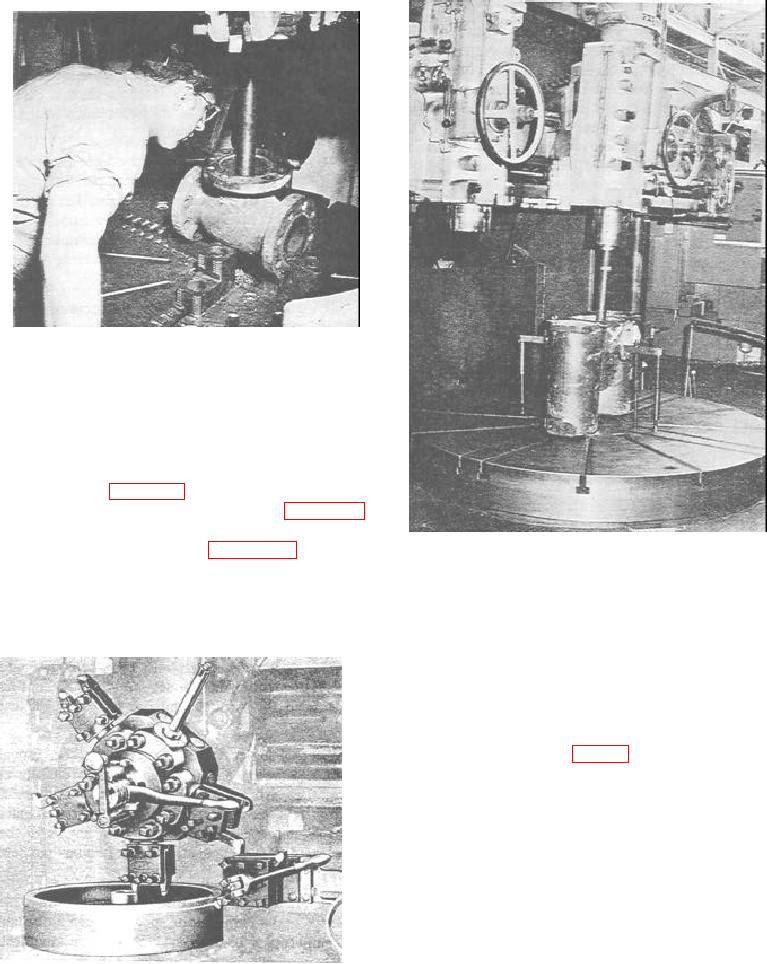
other examples, figure 8-3 shows a typical valve seat
refacing job on a vertical turret lathe; figure 8-4
shows the double tooling principle applied to a
straight boring bar used to bore a large saltwater
28.461
strainer body.
Figure 8-5.--Straight boring bar being used to bore a large
saltwater strainer.
TAPER TURNING
The following information is based on a Bullard
There are several ways to cut a taper on a
vertical turret lathe. You can cut a 45 taper with
either a main turret-held cutter or a side head-held
cutter if you engage the vertical and horizontal
feeds simultaneously. To cut a taper of less than
30 with a main turret-held tool, set the turret slide
for the correct degree of taper and use only the
vertical feed for the slide. If you did this operation
on an engine lathe, you would use the compound
rest and advance the cutter by manual feed. On a
28.195
vertical lathe, you would USC the vertical power
feed.
8-4