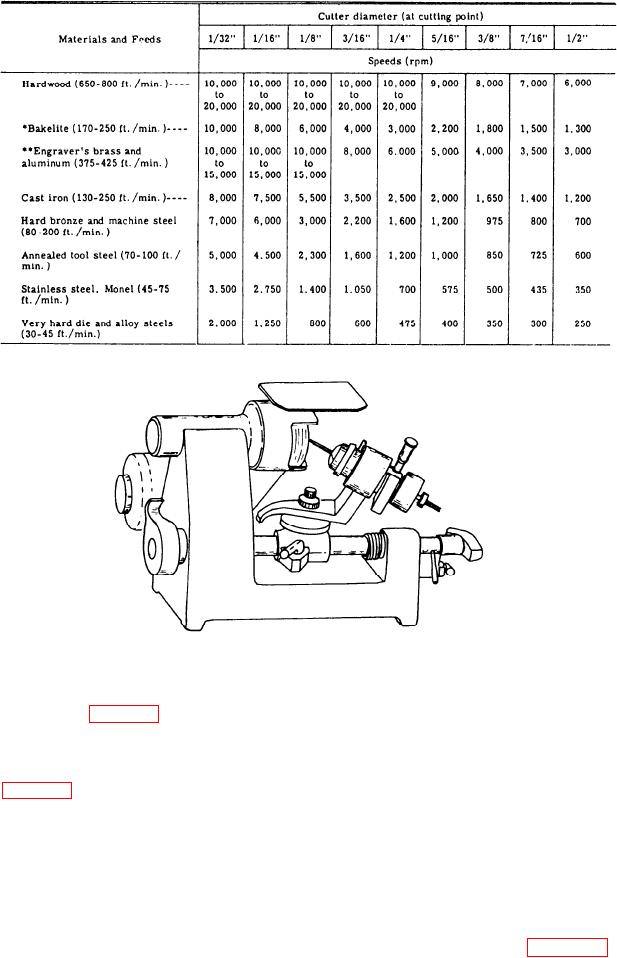
Table 9-2.--Cutter Speeds
CUTTER SPEEDS
finish possible at higher speeds. With experience you
will know when the cutter is running at its maximum
The speeds listed in table 9-2 represent typical
efficiency.
speeds for given materials when you are using a
high-speed steel cutter. If you are using a carbide cutter,
GRINDING CUTTERS
refer to your operators manual for the correct speeds.
When using table 9-2, keep in mind that the speeds
Improper grinding of cutters causes most of the
recommended will vary greatly with the depth of cut,
problems in using very small cutters on small lettering.
and particularly with the rate at which you feed the
The cutter point must be accurately sharpened.
cutter through the work.
Problems usually occur because the point is burned, the
Run the cutters at the highest speeds possible
flat is either too high or too low, or perhaps the clearance
without burning them, and remove stock with several
does not run all the way to the point. Stone off the flat
light, fast cuts rather than one heavy, slow cut. When
with a small, tine oilstone to make the cutting edge
you cut steel and other hard materials, start with a slow
keener.
speed and work up to the fastest speed the cutter will
stand without losing its cutting edge. Sometimes you
with interchangeable grinding wheels for carbide and
may have to sacrifice cutter life to obtain the smoother
high-speed steel cutters. We will discuss grinding-high
9-17