
3. At this stage the work should be held in the
jaws just tightly enough so it will not fall out of the
chuck while being trued.
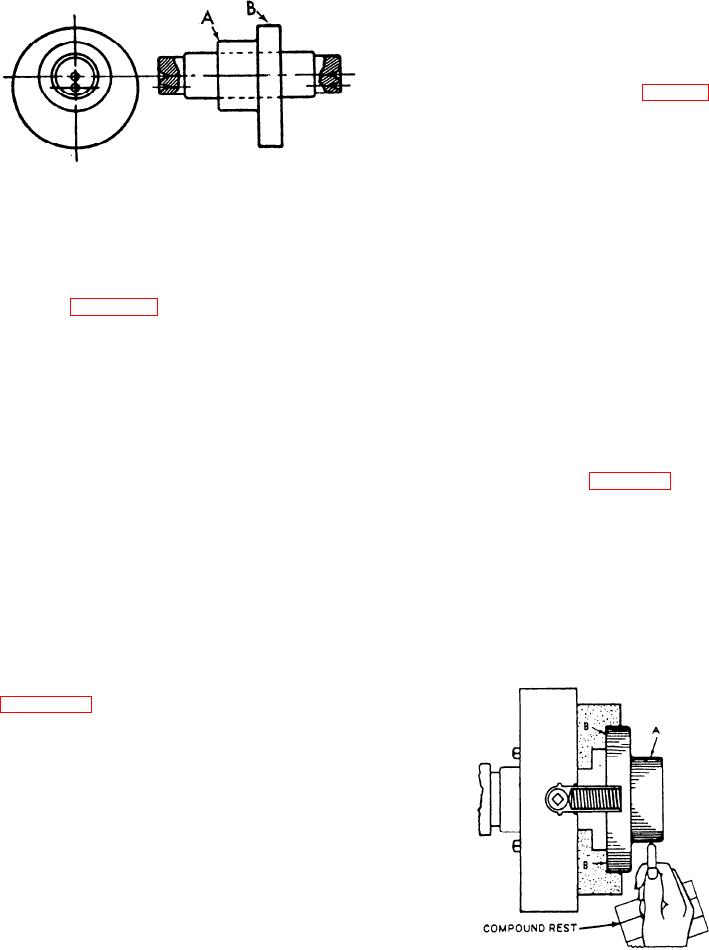
4. Revolve the spindle slowly, and with a piece
of chalk mark the high spot (A in fig. 6-51) on the
work while it is revolving. Steady your hand on the
toolpost while holding the chalk.
5. Stop the spindle. Locate the high spot on the
Figure 6-50.--Work on an eccentric mandrel.
work and adjust the jaws in the proper direction to
true the work by releasing the jaw opposite the chalk
mark and tightening the one nearest the tank.
An ECCENTRIC mandrel has two sets of
countersunk holes, one pair of which is off-center an
6. Sometimes the high spot on the work will be
amount equal to the eccentricity of the work to be
located between adjacent jaws. When it is, loosen the
machined. Figure 6-50 illustrates its application: A is
two opposite jaws and tighten the jaws adjacent to the
to be machined concentric with the hole in the work,
high spot.
while B is to be machined eccentric to it.
7. When the work is running true in the chuck,
tighten the jaws gradually, working the jaws in pairs
Holding Work In Chucks
as described previously, until all four jaws clamp the
work tightly. Be sure that the back of the work rests
The independent chuck and universal chuck are
flat against the inside face of the chuck, or against the
used more often than other workholding devices in
faces of the jaw stops (B in figure 6-51).
lathe operations. A universal chuck is used for
holding relatively true cylindrical work when
Use the same procedure to clamp semi-finished or
accurate concentricity of the machined surface and
finished pieces in the chuck, except center these
holding power of the chuck are secondary to the time
pieces more accurately in the chuck. If the runout
required to do the job. An independent chuck is used
tolerance is very small, use a dial indicator to
when the work is irregular in shape, must be
determine the runout.
accurately centered, or must be held securely for
heavy feeds and depth of cut.
FOUR-JAW INDEPENDENT CHUCK.--
Figure 6-51 shows a rough casting mounted in a
four-jaw independent lathe chuck on the spindle of
the lathe. Before truing the work, determine which
part you wish to turn true. To mount a rough casting
in the chuck, proceed as follows:
1. Adjust the chuck jaws to receive the casting.
Each jaw should be concentric with the ring marks
indicated on the face of the chuck. If there are no ring
marks, set the jaws equally distant from the
circumference of the chuck body.
2. Fasten the work in the chuck by turning the
adjusting screw on jaw No. 1 and jaw No. 3, a pair of
Figure 6-51.--Work mounted in a four-jaw independent
jaws which are opposite each other. Next tighten jaws
chuck.
No. 2 and No. 4 (opposite each other).
6-29

