Figure 9-10.—Faceplate.
tool so that the cutting edge is on the right side of the
cutter bit and may be fed in toward the headstock.
Inside-Threading Tool.—The
inside-threading
tool (fig. 9-7, view J) has the same shape as the
threading tool in figure 9-7, view E, but it is usually
much smaller. Boring and inside-threading tools may
require larger relief angles when used in small
diameter holes.
LATHE CHUCKS.—The lathe chuck is a device
for holding lathe work. It is mounted on the nose of
the spindle. The work is held by jaws which can be
moved in radial slots toward the center of the chuck
to clamp down on the sides of the work. These jaws
are moved in and out by screws turned by a special
chuck wrench.
The four-jaw independent lathe chuck, view A in
figure 9-8, is the most practical chuck for general work
The four jaws are adjusted one at a time, making it
possible to hold work of various shapes and to adjust the
center of the work to coincide with the axis of the
spindle. The jaws are reversible.
The three-jaw universal or scroll chuck, view B in
figure 9-8, can be used only for holding round or
hexagonal work All three jaws move in and out together
in one operation and bring the work on center
automatically. This chuck is easier to operate than the
four-jaw type, but, when its parts become worn, its
accuracy in centering cannot be relied upon. Proper
lubrication and constant care are necessary to ensure
reliability.
The draw-in collet chuck is used to hold small
work for machining in the lathe. It is the most
accurate type of chuck made and is intended for
precision work. Figure 9-9 shows the parts
assembled in place in the lathe spindle. The collet,
which holds the work, is a split-cylinder with an
outside taper that fits into the tapered closing
sleeve and screws into the threaded end of the
hollow drawbar. As the handwheel is turned
clockwise, the drawbar is moved toward the
handwheel. This tightening up on the drawbar pulls
the collet back into the tapered sleeve, thereby
closing it firmly over the work and centering the
work accurately and quickly. The size of the hole
in the collet determines the diameter of the work
the chuck can handle.
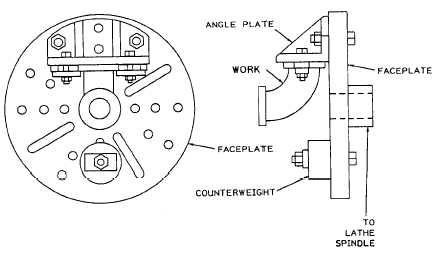
Faceplates
The faceplate is used for holding work that,
because of its shape and dimensions, cannot be swung
between centers or in a chuck. The T-slots and other
openings on its surface provide convenient anchors
for bolts and clamps used in securing the work to it.
The faceplate is mounted on the nose of the spindle.
(See fig. 9-10.)
The driving plate is similar to a small faceplate
and is used mainly for driving work that is held
between centers. The primary difference between a
faceplate and a driving plate is that a faceplate has a
machined face for precision mounting, while the face
of a driving plate is left rough. When a driving plate
is used, the bent tail of a dog clamped to the work is
inserted into a slot in the faceplate. This transmits
rotary motion to the work.
9-7