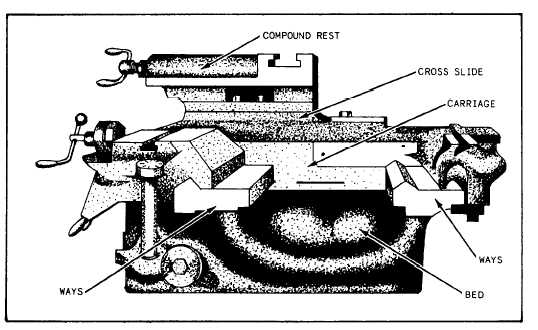
Figure 9-3.—Side view of a carriage mounted on a bed.
machined. However, the tailstock can also be used to
hold tapered shank drills, reamers, and drill chucks. It
can be moved on the ways along the length of the bed
and can be clamped in the desired position by tightening
the tailstock clamping nut. This movement allows for
the turning of different lengths of work. The tailstock
can be adjusted laterally (front to back) to cut a taper by
loosening the clamping screws at the bottom of the
tailstock. (see fig. 9-1.)
Before you insert a dead center, drill, or reamer,
carefully clean the tapered shank and wipe out the
tapered hole of the tailstock spindle. When you hold
drills or reamers in the tapered hole of the spindle, be
sure they are tight enough so they will not revolve. If
you allow them to revolve, they will score the tapered
hole and destroy its accuracy.
Carriage
The carriage is the movable support for the
crossfeed slide and the compound rest. The compound
rest carries the cutting tool in the tool post. Figure 9-3
shows how the carriage travels along the bed over which
it slides on the outboard ways.
The carriage has T-slots or tapped holes to use for
clamping work for boring or milling. When the carriage
is used for boring and milling operations, carriage
movement feeds the work to the cutting tool, which is
rotated by the headstock spindle.
You can lock the carriage in any position on the bed
by tightening the carriage clamp screw. But you do this
only when you do such work as facing or parting-off,
for which longitudinal feed is not required. Normally
the carriage clamp is kept in the released position.
Always move the carriage by hand to be sure it is free
before you engage its automatic feed.
Apron
The apron is attached to the front of the carriage and
contains the mechanism that controls the movement of
the carriage and the crossslide.
Feed Rod
The feed rod transmits power to the apron to drive
the longitudinal feed and crossfeed mechanisms. The
feed rod is driven by the spindle through a train of gears.
The ratio of feed rod speed to spindle speed can be varied
by using change gears to produce various rates of feed.
9-3