
pipe is hard enough to be threaded, (2) the wall
If the pipe needs to be expanded, you must first
thickness is thick enough to allow satisfactory
determine the amount of expansion required. This is
threading, and (3) threaded joints are permitted in the
done simply by subtracting the OD of the pipe from the
system for which the tubing or pipe is to be used.
inside diameter (ID) of the fitting. In braze joints, you
Threaded joints are not permitted in many shipboard
may be required to expand pipe to within 0.005 inch of
piping systems.
the fitting.
Tubing or pipe must be thoroughly cleaned before
After the pipe is cut and the pipe end deburred,
it is joined. You can use acids to clean copper, but all
simply insert the roller body into the pipe end. Back off
traces of the acids must be removed from the work.
the locknut and rotate the mandrel until the rollers
contact the wall of the pipe. You may need to hold the
thrust nut with a wrench while turning the mandrel to
Making a Cup Joint
keep it from rotating until the rollers contact the pipe
wall. Adjust the locknut until it seats against the thrust
nut and tighten the setscrew. Rotate the mandrel several
You can often use cup joints to join the ends of
turns to round out the pipe, then remeasure the clearance
copper pipes or tubes that do not ordinarily need to be
between the fitting and pipe. If further expansion is
taken down. Pipes under 5 inches in diameter should
required, back off the locknut one or more turns and
have a cup length about equal to the pipe diameter. Cups
tighten the setscrew. The amount of expansion for one
for larger pipe are usually smaller in relation to the pipe
turn of the locknut is usually stamped on the locknut.
diameter.
As you rotate the mandrel, the rollers will automatically
NOTE: These types of joints may only be used
be expanded by the mandrel and thrust nut until the
where authorized by competent authority.
locknut seats against the thrust nut. Repeat the process
until proper diametrical clearance is obtained.
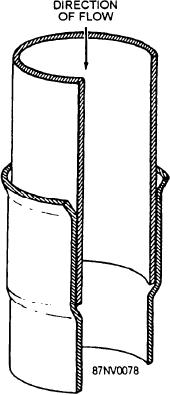
Figure 16-39 shows a cup joint that is used to join
the ends of two lengths of copper pipe. The cup is made
Drift Pins or Plugs
at the end of one piece of pipe. The end of the other piece
fits down into the cup. The cup must always be made in
Pipe or tubing may also be expanded using a drift
such a way that there will be the least possible
pin or plug of hardened, ground, and polished tool steel
interference with the flow of fluid in the system.
(fig. 16-38). They are usually made on site to a specific
dimension and cannot be adjusted. They are simply
driven into the pipe end, causing the pipe to be rounded
and expanded. Pins and plugs can only be used on pipe
up to 2 inches in diameter.
Pipe Sizing Restrictions
If the diametrical clearance between the fitting and
pipe must be reduced, do so by filing the pipe wall. If
the pipe end is expanded, the maximum diametrical
expansion allowable is 0.060 inch. The maximum
allowable diametrical expansion may be increased to
0.120 inch if the expanded pipe surface is checked for
cracks after sizing using a dye penetrant inspection. If
pipe sizing evolutions are performed, ensure that the
pipe wall in the sized area does not fall below minimum
wall thickness.
JOINING TUBING AND PIPE
You can join tubing and pipe by threading, silver
brazing, braze welding, or by gas shielded-arc welding.
Welded and silver-brazed joints are most commonly
Figure 16-39.--Cup joint for joining ends of two copper pipes.
used. Use threaded joints only when (1) the tubing or
16-32