
purpose as the Acme thread, which is used in many
places where the square thread was formerly used.
The disadvantage of square threads is that the straight
sides do not allow sideplay adjustment.
The cutting edge width of the tool for cutting
square screw threads is exactly one-half the pitch, but
the width of the edge of the tool for threading nuts is
from 0.001 to 0.003 inch larger. This permits a
sliding fit on the screw.
Set the threading tool for cutting square threads
square with the work.
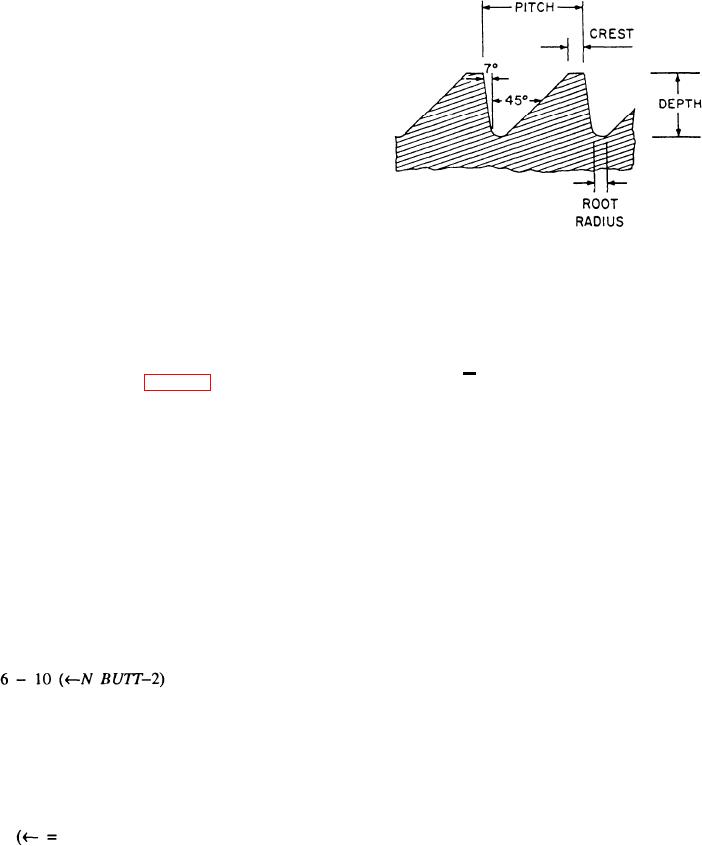
Figure 6-86.--Buttress thread.
Be sure the clearance between the top of the
screw thread and the bottom of the nut thread is about
0.005 to 0.008 inch for each inch of thread diameter.
The formulas for the basic dimensions of the
American Standard buttress external thread are as
Buttress Thread
follows:
1
Pitch = n
On a buttress thread (fig. 6-86) the load resisting
side is nearly perpendicular to the thread axis and is
Width of flat at crest = 0.1631 pitch
called the pressure flank. The American Standard
form of the buttress thread has a 7 angle on the
Root radius = 0.0714 pitch
pressure flank; other forms have 0, 3, or 5.
Depth of thread = 0.6627 pitch
However, the American Standard form is most often
used, and the formulas in this section apply to this
The classes of fit are 1 = free, 2 = medium,
form. The buttress thread can be designed to either
3 = close. The specific dimensions involved concern
push or pull against the internal thread of the mating
the tolerance of the pitch diameter and the major
part into which it is screwed. The direction of the
diameter and vary according to the nominal or basic
thrust will determine the way you grind your tool for
size. Consult a handbook for specific information on
machining the thread. An example of the designation
the dimensions for the various classes of fit.
symbols for an American Standard buttress thread
form is as follows:
Pipe Threads
American National Standard pipe threads are
similar to the unified threads in that both have an
where
included angle of 60 and a flat on the crest and the
root of the thread. Pipe threads can be either tapered
6 = basic major diameter of 6.000 inches
or straight, depending on the intended use of the
threaded part. A description of the two types is given
10 = 10 threads per inch
in the following paragraphs.
Tapered pipe threads are used to provide a
internal member to push against
pressure-tight joint when the internal and external
external member)
mating parts are assembled correctly. Depending on the
closeness of the fit of the mating parts, you may need to
N BUTT = National Buttress Form
use a sealing tape or a sealer (pipe compound) to prevent
leakage at the joint. The taper of the threads is 3/4 inch
2 = class of fit
per foot. Machine and thread the section of pipe at this
NOTE: A symbol such as "←(" indicates that the
angle. The hole for the internal threads should be
slightly larger than the minor diameter of the small end
internal member is to pull against the external
of the externally threaded part.
member.
6-51