
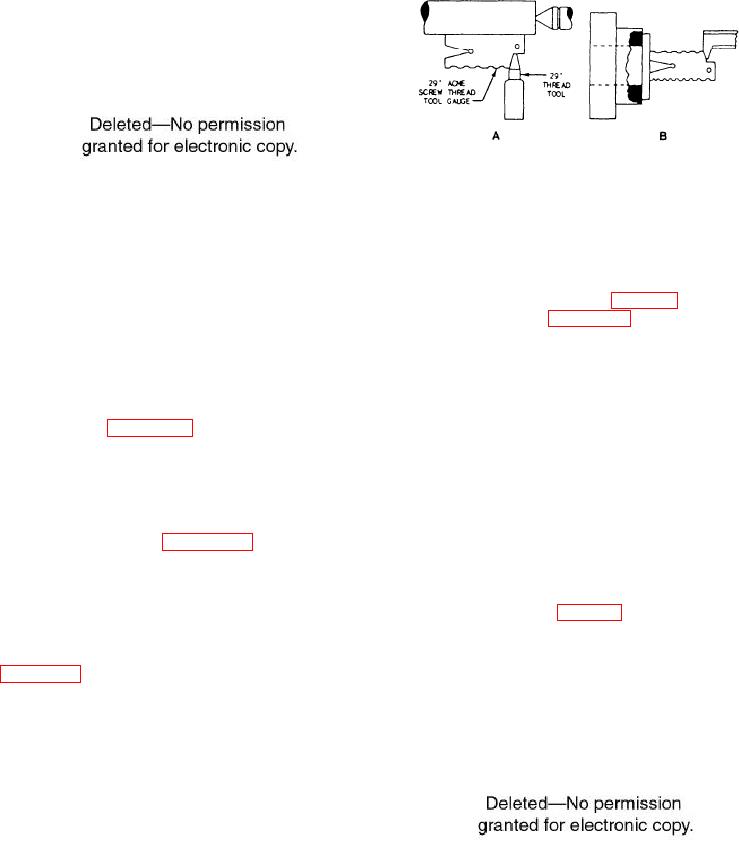
Figure 6-84.--Use of Acme thread tool gauge.
The Acme Screw Thread
The Acme screw thread is used on valve stems,
the lead screw of a lathe, and other places that require
a strong thread. The top and bottom of the threads
Figure 6-83.--Acme thread and formulas for cutting.
have an included angle of 29 (fig. 6-83).
Parts A and B of figure 6-84 show the method of
setting an Acme threading tool for cutting an external
quick-change toolholder you will not need to grind
and internal Acme thread, respectively. Note that a
the top of the tool. If carbide inserts are being used,
29 Acme thread gauge is used in the same manner as
the thread form is already ground.
the center gauge was used for V-form screw threads.
Adjust the cutting edge of the tool to line it up exactly
Grind the point of the tool to an angle of 60, as
with the beveled edge of the gauge. The notches in
shown in A of figure 6-82. Use a center gauge or a
the Acme thread gauge let you grind the squared front
thread tool gauge for grinding the tool to the exact
edge of the tool bit accurately according to the pitch
angle required. The top of the tool is usually ground
of the thread to be machined.
flat, with no side rake or back rake. However, for
In cutting an Acme thread, be sure the clearance is
cutting threads in steel, side rake is sometimes used.
0.010 inch between the top of the thread of the screw
Set the threading tool square with the work, as
and the bottom of the thread of the nut in which it fits.
shown in B and C of figure 6-82. Use the center
gauge to adjust the point of the threading tool; if you
The Square Thread
carefully set the tool, a perfect thread will result. If
you do not set the threading tool perfectly square with
The square thread (fig. 6-85) is used when heavy
the work, the angle of the thread will be incorrect.
threads are required, such as in jack screws, press
For cutting external threads, place the top of the
screws, and feed screws. It is used for much the same
threading tool exactly on center as shown in D of
figure 6-82. Note that the top of the tool is ground flat
and is in exact alignment with the lathe center. This is
necessary to obtain the correct angle of the thread.
The size of the threading tool for cutting an
internal thread is important. The tool head must be
small enough to be backed out of the thread and still
leave enough clearance to be drawn from the threaded
hole without injuring the thread. However, the boring
bar that holds the threading tool for internal threading
should be both as large as possible in diameter and as
short as possible to keep it from springing away from
the work during cutting.
OTHER FORMS OF THREADS
In the following section, other forms of screw
threads are illustrated with pertinent information on
cutting these threads.
Figure 6-85.--Square thread and formulas.
6-50