
applications. Each of the types shown is described in
the following paragraphs:
Left-hand turning tool: Grind this tool for
machining work by feeding it from left to right as
shown in figure 5-20, view A. The cutting edge is on
the right side of the tool and the top of the tool slopes
down away from the cutting edge.
Round-nose turning tool: This tool is for
general all-round machine work and is used to make
light roughing cuts and finishing cuts. You should
usually grind the top of the cutter bit with side rake so
the tool may be fed from right to left. You may
sometimes grind the cutter bit flat on top so you can
feed the tool in either direction (fig. 5-20, view B).
Figure 5-19.--Chip breakers.
Right-hand turning tool: This is just the
opposite of the left-hand turning tool and is designed
a radius of from 1/64 to 1/32 inch in turning
to cut when fed from right to left (fig. 5-20, view C).
operations.
The cutting edge is on the left side. This is an ideal
tool for roughing cuts and general all-round machine
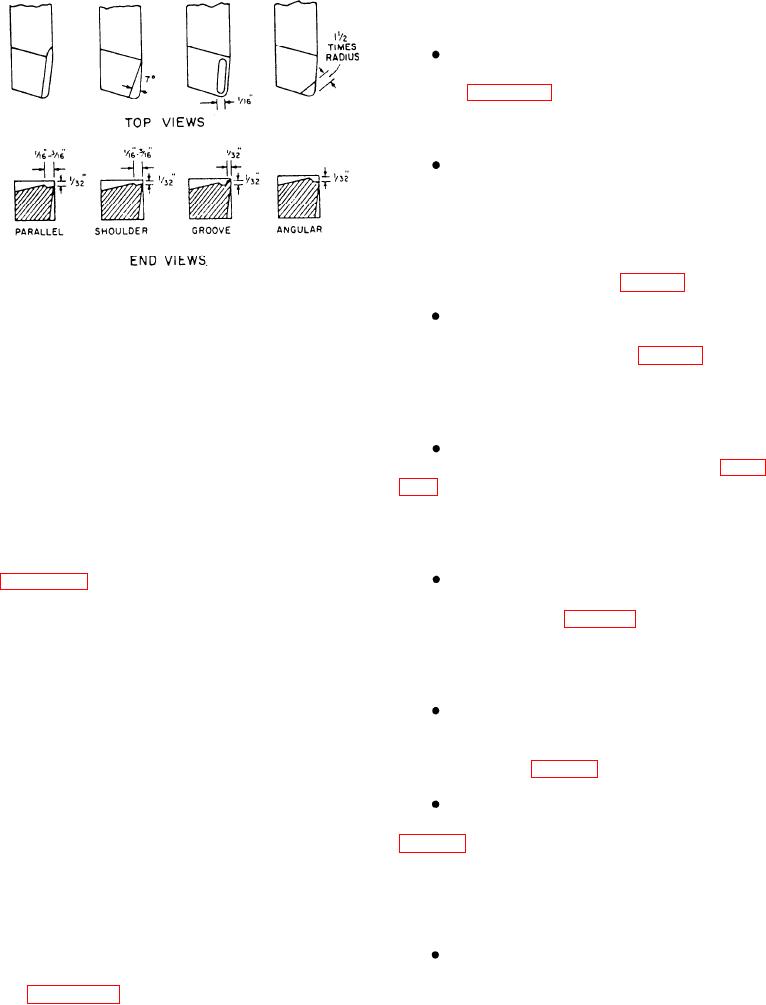
GROUND-IN CHIP BREAKERS
work.
Chip breakers are indentations ground on the top
Left-hand facing tool: Use this tool for facing
surface of the tool to reduce or prevent the formation
on the left-hand side of the work as shown in figure
of long and dangerous chips. The chip breaker will
5-20, view D. The direction of feed is away from the
cause the chips to curl up and break into short, safe,
lathe center. The cutting edge is on the right-hand
manageable chips. You normally grind chip breakers
side of the tool and the point of the tool is sharp to
on roughing tools, but you can grind them on
permit machining a square corner.
finishing tools used to machine soft ductile metals.
Threading tool: Grind the point of the
Figure 5-19 shows four of the several types of chip
threading tool to a 60 included angle to machine
breakers.
V-form screw threads (fig. 5-20, view E). Usually,
The dimensions given are general and can be
you should grind the top of the tool flat and leave
modified to compensate for the various feed rates,
clearance on both sides of the tool so it will cut on
depths of cut, and types of material being machined.
both sides.
Grind the groove-type chip breaker carefully to
Right-hand facing tool: This tool is just the
prevent it from coming too close to the cutting edge;
opposite of the left-hand facing tool. Use it to face
that reduces the life of the tool because there is less
the right end of the work and to machine the right side
support of the cutting edge. You can use the diamond
of a shoulder. (See fig. 5-20, view F.)
w h e e l on a chip breaker grinder to grind
carbide-tipped tools. Grind high-speed tools with an
Square-nosed parting (cut-off) tool: The
aluminum oxide grinding wheel. You can use a bench
principal cutting edge of this tool is on the front. (See
grinder for this purpose if you dress the wheel until it
fig. 5-20, view G.) Both sides of the tool must have
has a sharp edge. Or, you can clamp the tool in a
enough clearance to prevent binding and should be
universal vise that you can set to compound angles on
ground slightly narrower at the back than at the
a surface or tool and cutter grinder.
cutting edge. Use this tool to machine necks and
grooves, square corners, and to cut off.
SHAPES OF HIGH-SPEED ENGINE
LATHE CUTTING TOOLS
Boring tool: Usually, you should grind a
boring tool in the same shape as the left-hand turning
Figure 5-20 shows the most popular shapes of
tool so the cutting edge is on the front side of the
cutter bit and may be fed in toward the headstock.
ground high-speed lathe tool cutter bits and their
5-15