
Figure 5-15.--Side view of rake angles.
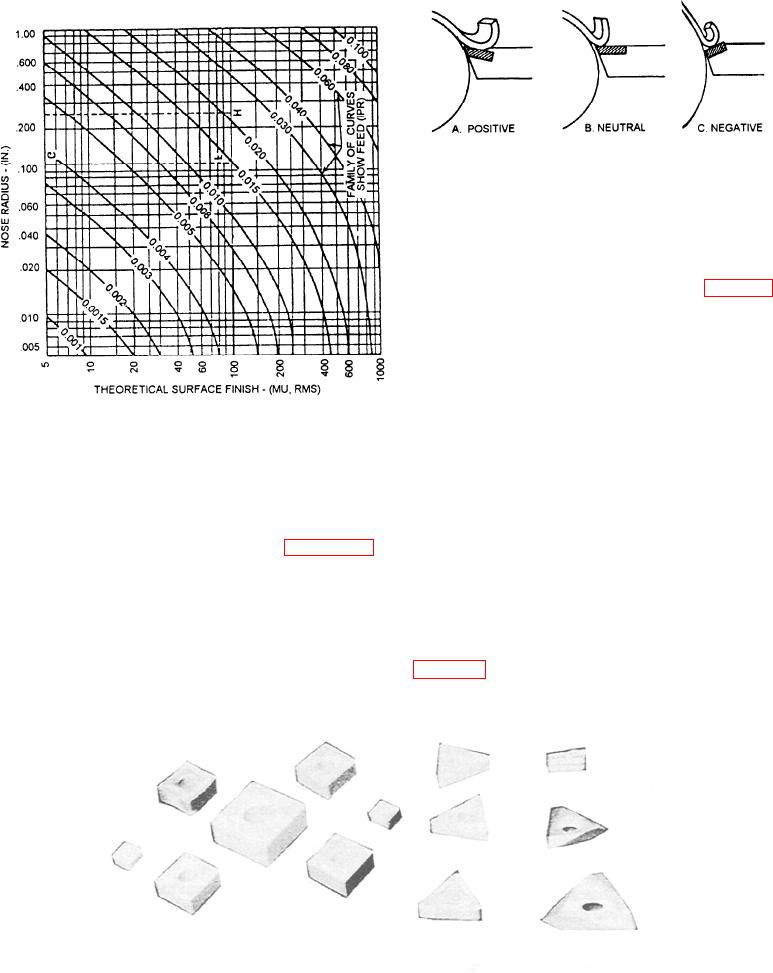
for turning at a feed rate of 0.015 inch to obtain a
100 microinch finish. A 1/4-inch radius would be
required with a 0.020-inch feed rate.
INSERT SHAPES.--Indexable inserts (fig. 5-14)
are clamped in toolholders of various designs. Each
of these inserts has several cutting edges. After you
have used all of the edges, discard the insert.
Round inserts have the greatest strength and, like
large radius inserts, they offer higher feed rates with
equal finishes.
Figure 5-13.--Surface finish vs nose radius chart.
Square inserts have lower strength and fewer
possible cutting edges than round tools, but they are
much stronger than triangular inserts
NOSE RADIUS.--Selecting the nose radius can be
Triangular inserts have the greatest versatility.
important because of tool strength, surface finish, or
For example, you can use them in combination
perhaps the need to form a fillet or radius on the work.
turning and facing operations where round or square
To determine the nose radius according to strength
inserts are often not adaptable to such combinations.
requirements, use the chart shown in figure 5-13.
Because the included angle between cutting edges is
Consider that the feed rate, depth of cut, and workpiece
less than 90, you also can use triangular inserts for
condition determine strength requirements.
tracing operations. The main disadvantages are their
reduced strength and fewer cutting edges per insert.
Large radii are strongest and can produce the best
finishes, but they also can cause chatter between tool
RAKE ANGLE.--When selecting rake angles
and workpiece. For example, the dashed line on the
(fig. 5-15), you need to consider the machining
chart shows that a 1/8-inch radius would be required
conditions. Use negative rake where there is maximum
28.479
Figure 5-14.--Indexable inserts.
5-11