
4. Install the washer and secure the nut. Tighten
the nut enough to hold the wheel firmly; if you tighten
it too much, you may damage the wheel.
TRUING AND DRESSING THE WHEEL
Grinding wheels, like other cutting tools, require
frequent reconditioning of cutting surfaces to perform
efficiently. Dressing is the process of cleaning their
cutting faces. This cleaning breaks away dull
abrasive grains and smooths the surface so that there
are no grooves. Truing is the removal of material
from the cutting face of the wheel so that the surface
runs absolutely true to some other surface such as the
grinding wheel shaft.
Use the wheel dresser shown in figure 5-8 to dress
grinding wheels on bench and pedestal grinders. To
dress a wheel with this tool, start the grinder and let it
come up to speed. Set the wheel dresser on the rest as
shown in figure 5-8 and bring it in firm contact with
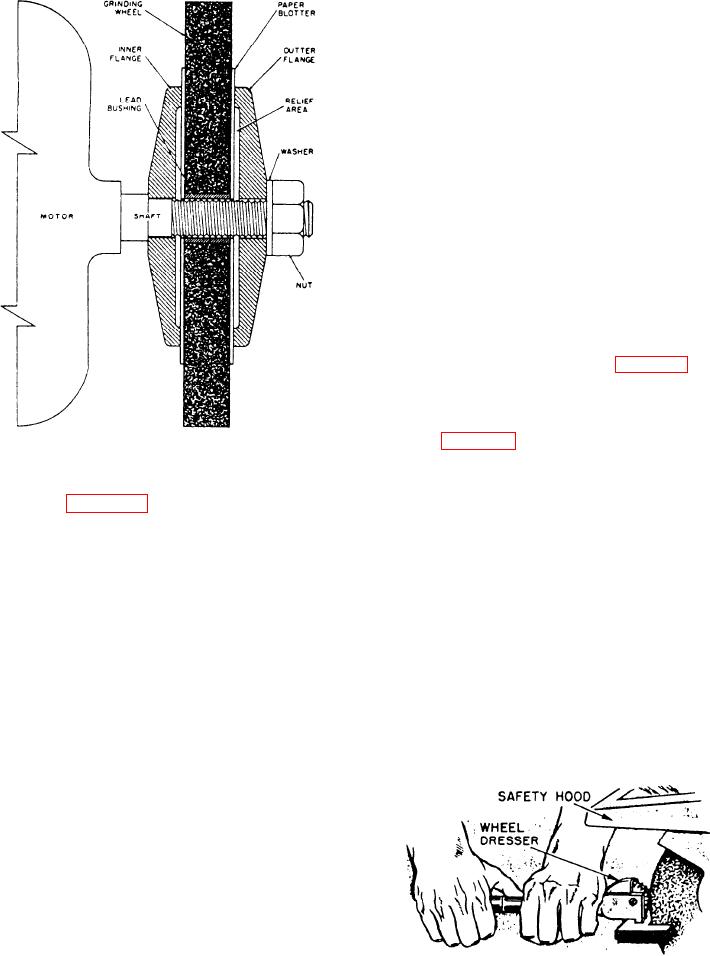
Figure 5-7.--Method of mounting a grinding wheel.
the wheel. Move the wheel dresser across the
periphery of the wheel until the surface is clean and
approximately square with the sides of the wheel.
Look at figure 5-7 as you read the following
explanation about wheel installation. Note that
blotters are used on both sides of a wheel. A blotter
Several things can get a grinding wheel out of
ensures even pressure on the wheel and dampens the
balance. For instance, it may be out of round, and you
vibration between the wheel and the shaft. A paper
can usually correct the problem by dressing the
blotter may be no more than 0.0025 inch thick and a
wheel. Or, it may get out of balance if part of the
leather or rubber blotter no more than 0.125 inch.
wheel is immersed in coolant. If this happens,
remove the wheel and bake it dry. If the wheel gets
out of balance axially, it probably will not affect the
1. Be sure the shaft and flanges are clean and free
efficiency of the wheel on bench and pedestal
of grit and old blotter material. Place the inner flange
grinders. To correct axial unbalance, remove the
in place and follow it with a blotter.
wheel and clean the shaft spindle, the hole, and the
flanges.
2. Mount the wheel against the inner blotter and
be sure it fits on the shaft without play. There should
be a 0.002- to 0.005-inch clearance. You may need to
scrape or ream the lead bushing in the center of the
wheel to get this clearance. NEVER FORCE THE
WHEEL ONTO THE SHAFT. You may force the
wheel out of axial alignment or cause it to crack when
it is used.
3. Install the second blotter, followed by the
outer flange. Note that the flanges are recessed so
they provide an even pressure on the wheel. The
flanges should be at least one-third the diameter of the
Figure 5-8.--Using a grinding wheel dresser.
wheel.
5-6