
Sometimes you can make the correction by inserting a
piece of paper or thin shim stock between the jaw and
the work on the HIGH SIDE.
When you chuck thin sections, be careful not to
clamp the work too tightly, since the diameter of the
piece will be machined while the piece is distorted.
Then, when you release the pressure of the jaws after
finishing the cut, there will be as many high spots as
there are jaws, and the turned surface will not be true.
DRAW-IN-COLLET CHUCK.--A draw-in
collet chuck is used for very fine accurate work of
small diameter. Long work can be passed through the
hollow drawbar, and short work can be placed directly
into the collet from the front. TIghten the collet on the
work by rotating the drawbar handwheel to the right.
This draws the collet into the tapered closing sleeve.
Turn the handle to the left to release the collet.
You will get the most accurate results when the
diameter of the work is the same as the dimension
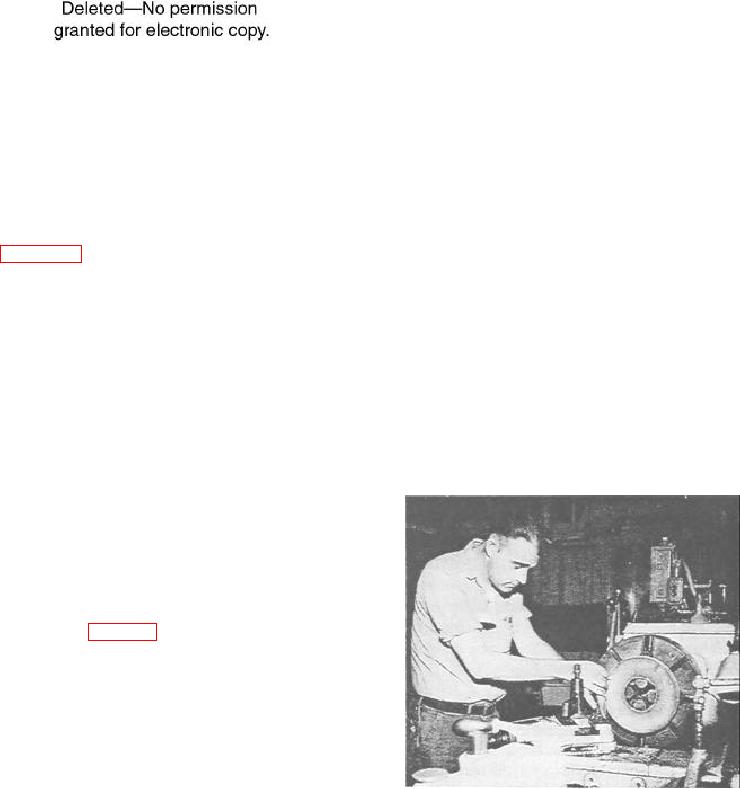
Figure 6-52.--Centering work with a dial indicator.
stamped on the collet. The actual diameter of the work
may vary from the collet dimension by 0.001 inch.
Figure 6-52 illustrates the use of a dial test indicator
However, if the work diameter varies more than this, the
in centering work that has a hole bored in its center. As
accuracy of the finished work will be affected. Most
the work is revolved, the high spot is indicated on the
dial of the instrument to a thousandth of an inch. The jaws
draw-in collet chuck sets are sized in 1/64-inch
increments to allow you to select a collet within the
of the chuck are adjusted on the work until the indicator
required tolerances.
hand registers no deviation as the work is revolved.
When the work consists of a number of duplicate
parts that are to be tightened in the chuck, release two
RUBBER FLEX COLLET CHUCK. --A
adjacent jaws and remove the work. Place another
rubber flex collet chuck is basically the same as the
piece in the chuck and retighten the two jaws just
draw-in collet, except that the size of the stock held is
released.
not as critical. The rubber collets are graduated in
Each jaw of a lathe chuck, whether an independent
or a universal chuck, has a number stamped on it to
correspond to a similar number on the chuck. When
you remove a chuck jaw for any reason, always put it
back into the proper slot.
When the work to be chucked is frail or light,
tighten the jaw carefully so the work will not bend,
break, or spring.
To mount rings or cylindrical disks on a chuck,
expand the chuck jaws against the inside of the
workpiece. (See fig. 6-53.)
Regardless of how you mount the workpiece,
NEVER leave the chuck wrench in the chuck while
the chuck is on the lathe spindle. If the lathe should
be started, the wrench could fly off the chuck and
injure you or a bystander.
THREE-JAW UNIVERSAL CHUCK.--A
three-jaw universal, or scroll, chuck allows all jaws to
move together or apart in unison. A universal chuck
will center almost exactly at the first clamping, but
28.121
after a period of use it may develop inaccuracies of
Figure 6-53.--Work held from inside by a four-jaw
from 0.002 to 0.010 inch in centering the work,
independent chuck.
requiring the runout of the work to be corrected.
6-30