
METHODS OF HOLDING THE WORK
You cannot perform accurate work if the work is
improperly mounted. The following are requirements
for proper mounting:
The work center line must be accurately
centered along the axis of the lathe spindle.
The work must be held rigidly while being
turned.
The work must not be sprung out of shape by
the holding device.
The work must be adequately supported
against any sagging caused by its own weight
and against springing caused by the action of
the cutting tool.
Figure 6-43.--Tool overhang.
There are four general methods of holding work in
the lathe: (1) between centers, (2) on a mandrel, (3) in a
inch times the diameter of the workpiece equals 5.
chuck, and (4) on a faceplate. Work may also be
The point of a high-speed steel cutting tool being used
clamped to the carriage for boring and milling; the
boring bar or milling cutter is held and driven by the
to cut aluminum should be set slightly more than 5
headstock spindle.
above center, while the points of tools used to cut
copper, brass, and other soft metals should be set
Holding Work Between Centers
exactly on center. The point of cast alloy (stellite and
so on), carbide, and ceramic cutting tools should be
To machine a workpiece between centers, drill
placed exactly on center regardless of the material
center holes in each end to receive the lathe centers.
being cut. The tool point should be placed on center
Secure a lathe dog to the workpiece and then mount the
for threading, turning tapers, parting (cutting-off), or
work between the live and dead centers of the lathe.
boring.
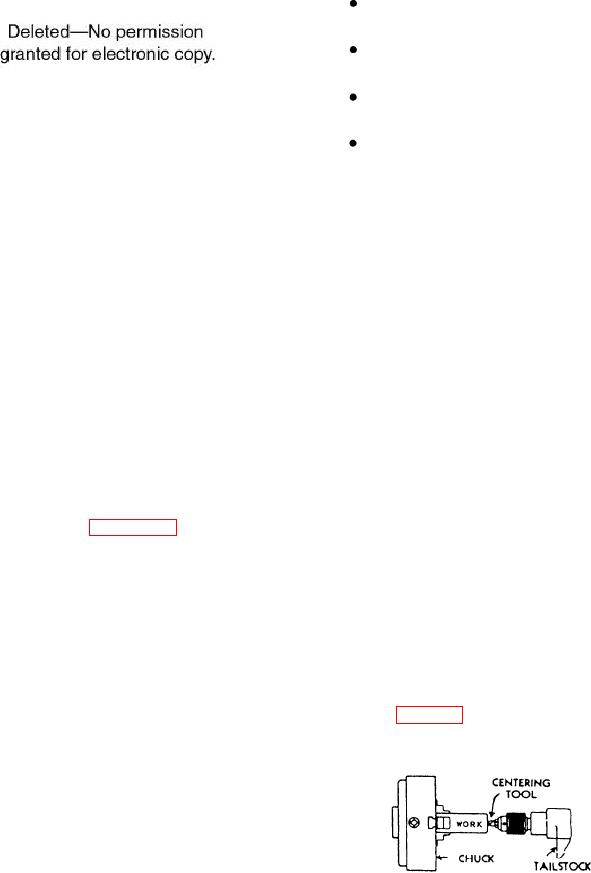
CENTERING THE WORK.--To center drill
round stock such as drill-rod or cold-rolled steel,
You can adjust the height of the tool in the
secure the work to the head spindle in a universal
toolholder illustrated in figure 6-43 by moving the
chuck or a draw-in collet chuck. If the work is too
half-moon wedge beneath the toolholder in or out as
long and too large to be passed through the spindle,
required. The quick-change toolholder has an
use a center rest to support one end. It is good shop
adjusting screw to stop the tool at the correct height.
practice to first take a light finishing cut across the
Some square turret toolholders require a shim beneath
face of the end of the stock to be center drilled. This
the tool to adjust the height.
will provide a smooth and even surface and will help
prevent the center drill from "wandering" or breaking.
The centering tool is held in a drill chuck in the
There are several methods you can use to set a
tailstock spindle and fed to the work by the tailstock
tool on center. You can place a dead center in the
handwhecl (fig. 6-44).
tailstock and align the point of the tool with the point
of the center. The tailstock spindle on many lathes
has a line on the side that represents the center. You
can also place a 6-inch rule against the workpiece in a
vertical position and move the cross-slide in until the
tool lightly touches the rule and holds it in place.
Look at the rule from the side to determine if the
height of the tool is correct. The rule will be straight
up and down when the tool is exactly on center and
Figure 6-44.--Drilling center hole.
will be at an angle when the tool is either high or low.
6-25