
Chips and dirt left on the contact surfaces will impair
accuracy by preventing a perfect fit of the bearing
surfaces. Be sure that there are no burrs in the spindle
hole. If you find burrs, remove them by carefully
scraping or reaming the surface with a Morse taper
reamer. Burrs will produce the same inaccuracies as
chips and dirt.
Center points must be accurately finished to an
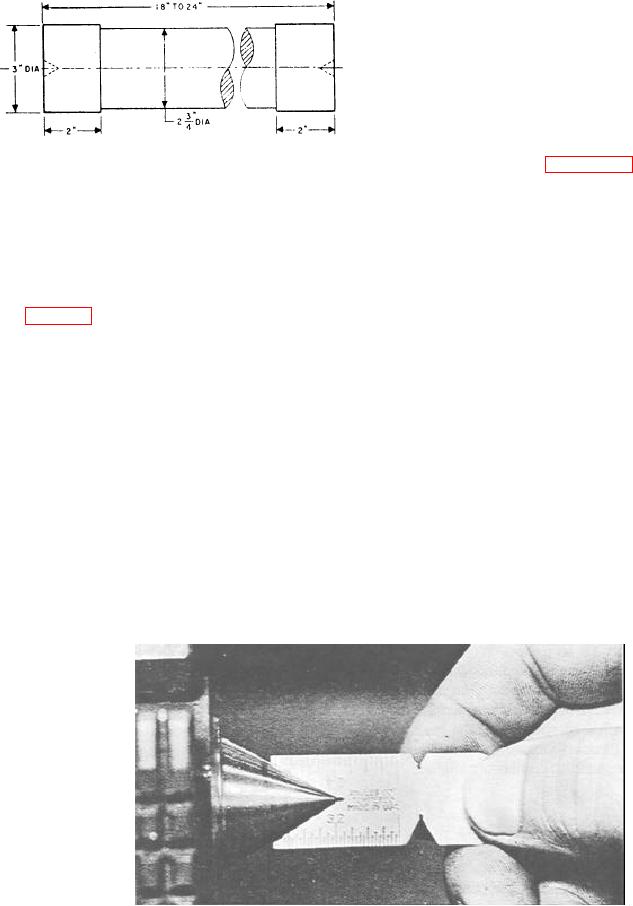
Figure 6-39.--Lathe alignment test bar.
included angle of 60. Figure 6-40 shows the method
of checking the angle with a center gauge. The large
notch of the center gauge is intended for this
The Test Bar Method
particular purpose. If the test shows that the point is
not perfect, true the point in the lathe by taking a cut
The first step in the test bar method is to make the
over the point with the compound rest set at 30. To
test bar. A test bar may be any metal bar, 3 inches in
true a hardened tail center, either anneal it and then
diameter and approximately 18 to 24 inches long.
machine it or grind it if a grinding attachment is
(See fig. 6-39 for a sample). Next take a light cut on
available.
each end of the test bar WITHOUT CHANGING
THE TOOL SETTING. Measure the diameter of
Aligning and Testing
each end. A difference in diameter indicates a
misalignment. Adjust the machine leveling screws
To turn a shaft straight and true between centers,
and repeat the procedure until a cut on both ends of
be sure the centers are in the same plane parallel to the
the test bar results in the same diameter.
ways of the lathe. You can align the centers by
releasing the tailstock from the ways and then moving
PREPARING THE CENTERS
the tailstock laterally with two adjusting screws. At
the rear of the tailstock are two zero lines, and the
The first step in preparing the centers is to see that
centers are approximately aligned when these lines
coincide. To check the approximate alignment,
they are accurately mounted in the headstock and
move the tailstock up until the centers almost touch
tailstock spindles. The centers and the tapered holes
and observe their relative positions as shown in
in which they are fitted must be perfectly clean.
28.105
Figure 6-40.--Checking the center point with a center gauge.
6-23