
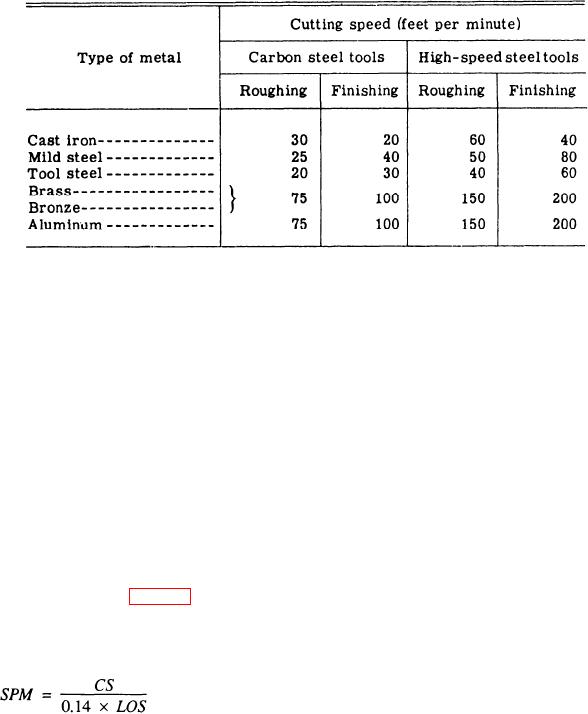
Table 9-1.--Recommended Cutting Speeds for Various Metals
ram speed as necessary until you obtain the desired cut
the cutting speeds and related machine speeds for a
on the work.
Cincinnati shaper.
If after you have adjusted the ram speed, you want
When you determine the speed of the shaper
to know the exact cutting speed of the tool, use the
required to produce a particular cutting speed, you must
following formula:
account for the shaper's reciprocating action. This is
because the tool only cuts on the forward stroke of the
CS = SPM LOS 0.14
ram. In most shapers the time required for the cutting
The speed of the shaper is regulated by the gear shift
stroke is 1 1/2 times that required for the return stroke.
lever. The change gear box, located on the operator's
This means that in any one cycle of ram action the
side of the shaper, lets you change the speed of the ram
cutting stroke consumes 3/5 of the time and the return
and cutting tool according to the length of the work and
stroke 2/5 of the time. The formula used to determine
the hardness of the metal. When the driving gear is at a
machine strokes contains a constant that accounts for
constant speed, the ram will make the same number of
the time consumed by the cutting stroke.
strokes per minute regardless of whether the stroke is 4
To determine a cutting stroke value to set on the
inches or 12 inches. Therefore, to maintain the same
shaper speed indicator, first select a recommended
cutting speed, the cutting tool must make three times as
cutting speed for the material you plan to shape from a
many strokes for the 4-inch cut as it does for the 12-inch
chart such as the one shown in table 9-1.
cut.
Next, determine the ram stroke speed by using the
Horizontal feed rates of up to approximately 0.170
following formula (remember, your machine may
inch per stroke are available on most shapers. There are
require a slightly different formula):
no hard and fast rules for selecting a specific feed rate;
you must rely on experience and common sense.
Generally, to make roughing cuts on rigidly held work,
set the feed as heavy as the machine will allow. For less
rigid setups and for finishing, use light feeds and small
Where:
SPM = strokes of the ram per minute
depths of cut. It is best to start with a relatively light feed
and increase it until you reach a desirable feed rate.
CS = cutting speed in feet per minute
SHAPING A RECTANGULAR BLOCK.--An
LOS = length of stroke in inches
accurately machined rectangular block has square
corners and opposite surfaces that are parallel to each
0.14 = constant that accounts for partial
other. In this discussion, faces are the surfaces of the
ram cycle time and that converts
block that have the largest surface area; the ends are the
inches to feet
surfaces that limit the length of the block; and the sides
Then, set the number of strokes per minute on the
are the surfaces that limit the width of the block.
shaper by using the gear shift lever. A speed (strokes)
You can machine a rectangular block in four setups
indicator plate shows the positions of the lever for a
if you use a shaper vise. Machine one face and an end
variety of speeds. Take a few trial cuts and adjust the
in the first setup. Machine the opposite face and end in
9-7