angles must be equal and correctly sized, (2) cutting
lips must be of equal length, (3) the clearance behind
the cutting lips must be correct, and (4) the chisel-edge
angle must be correct. All four are equally important
when grinding either a regular point (fig. 5-30) used for
drill hard and tough materials.
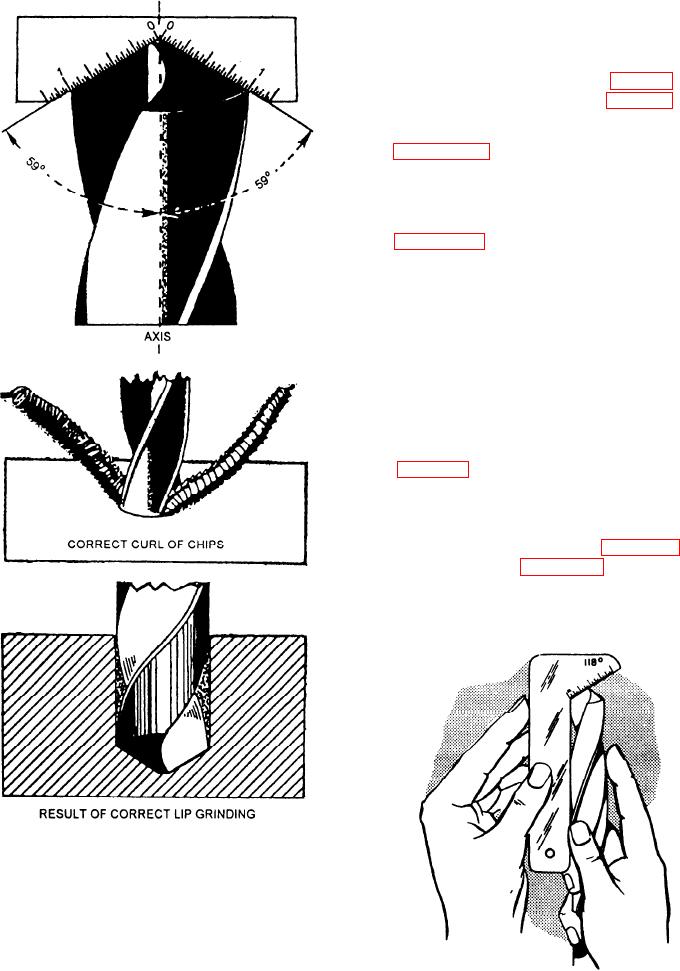
grinding and how equal drill point angles and two
equal length cutting lips help achieve correct drill
results.
grinding. The drill-point gauge is being held against
the body of the drill and has been brought down to
where the graduated edge of the gauge is in contact
with one cutting edge. In this way, both the drill-point
angle and the length of the cutting edge (or lip) are
checked at the same time. The process is repeated for
the other side of the drill.
You determine lip clearance behind the cutting lip
at the margin by inspection. This means you look at
the drill point and approximate the lip-clearance angle
it to the same angle that has been set on a protractor.
The lip-clearance angle is not necessarily a definite
angle, but it must be within certain limits. Notice that
angle in the range is used, however, lip clearance
should be the same for both cutting lips.
Figure 5-32.--Grinding drill lip correctly.
it may be softened. You may also want to dip the
chisel in a coolant.
SHARPENING TWIST DRILLS
When grinding twist drills, it is most important
Figure 5-33.--Checking the drill point angle cutting edge.
that you meet the following criteria: (1) drill point
5-21