Internal-threading tool: The internal-threading
(inside-threading) tool is the same as the threading
much smaller. Boring and internal-threading tools
may require larger relief angles when you use them in
small diameter holes.
GRINDING HIGH-SPEED ENGINE
LATHE CUTTING TOOLS
Machining techniques and the materials being
machined limit the angles of a tool bit. However, when
grinding the angles, you also must consider the type of
toolholder and the position of the tool with respect to the
axis of the workpiece. The angular offset and the
28.302
angular vertical rise of the tool seat in a standard lathe
Figure 5-22.--Quick change toolpost and toolholder.
toolholder affect the cutting edge angle and the end
clearance angle of a tool when it is set up for machining.
recommended contours of several types of tools.
The position of the point of the tool bit with respect to
There are no definite guidelines on either the form or
the axis of the workpiece, whether higher, lower, or on
the included angle of the contour of pointed tool bits,
center, changes the amount of front clearance.
so you normally will forms the contour as you prefer.
For roughing cuts, the included angle of the contour
holders used in lathe work. Notice the angles at which
of pointed bits generally should be made as large as
the tool bits sit in the various holders. You must consider
possible and still provide clearance on the trailing side
these angles with respect to the angles ground in the tools
or end edge. Tools for threading, facing between
and the angle that you set the toolholder with respect to
centers, and parting have specific shapes because of
the axis of the work. Also, notice that a right-hand
the form of the machined cut or the setup used.
toolholder is offset to the LEFT and a left-hand
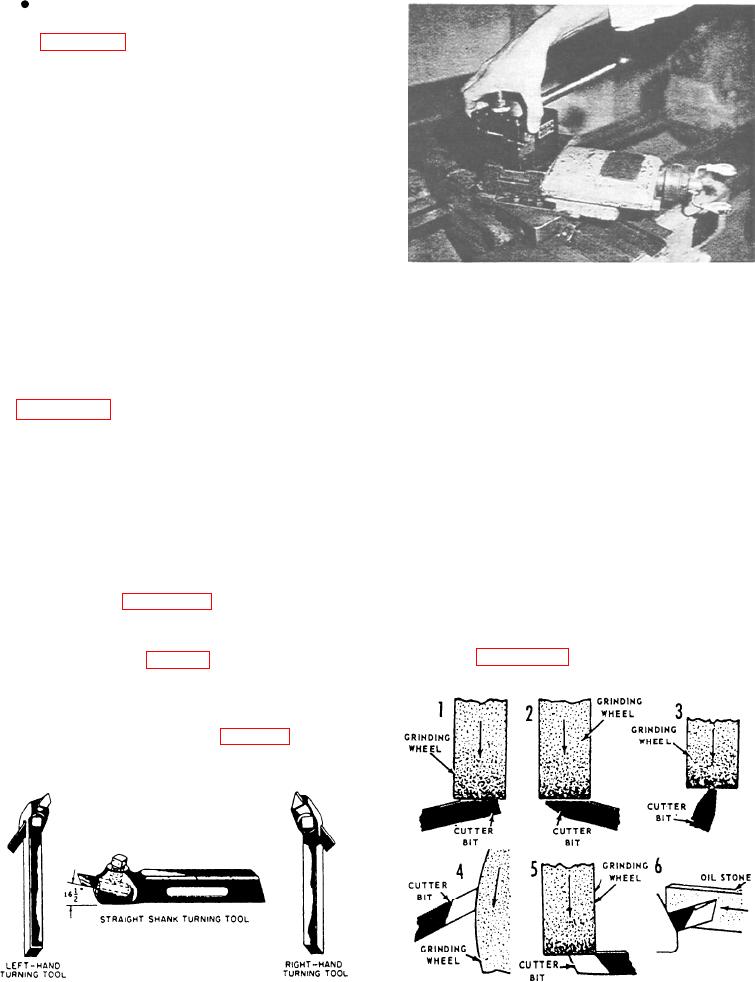
The basic steps are similar when you grind a
toolholder is offset to the RIGHT. For most machining
single-edged tool bit for any machine. The difference
operations, a right-hand toolholder uses a left-hand
is in shapes and angles. Machinery's Handbook
turning tool and a left-hand toolholder uses a right-hand
shows the recommended angles under the section on
single-point cutting tools. Use a coolant when you
help you understand this apparent contradiction. Also,
grind tool bits. Finish the cutting edge by honing it on
take into consideration that if you use a quick change
and your back rake angle will change.
The contour of a cutting tool is formed by the side
cutting edge angle and the end cutting edge angle of
the tool. Views A through G of fig. 5-20 show the
Figure 5-23.--Grinding and honing a lathe cutter bit.
Figure 5-21.--Standard lathe toolholders.
5-17