inch per revolution. Any greater rate will subject, the
insert to excessive forces and may cause it to fracture.
GROUND SINGLE-POINT,
HIGH-SPEED CUTTING TOOLS
A single-point or single-edged cutting tool has
only one cutting edge as opposed to two or more on
other tools. Drill bits are multiple-edged cutters;
most lathe tools are single edged. To properly grind a
28.481
single-point cutting tool, you must know the relief
Figure 5-17.--Boring bars for carbide inserts.
angles, the rake angles, and the cutting edge angles
that are required for specific machines and materials.
You also must know what materials are generally used
Ceramic cutting tools are available as either solid
as cutting tools and how tools for various machines
ceramic or as ceramic coated carbide. They come in
differ.
several of the insert shapes available in cemented
carbides and they are secured in the toolholder by a
cl amp.
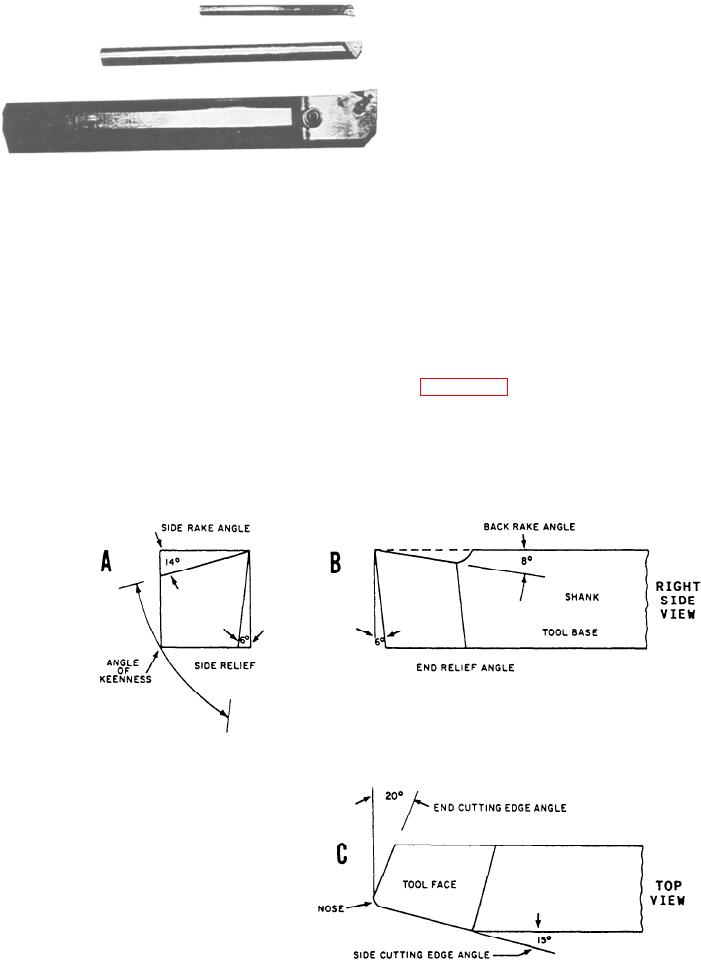
CUTTING TOOL TERMINOLOGY
Whenever you handle ceramic cutting tools, be
very careful because they are very brittle and will not
and surfaces we use to discuss single-point cutting
tools. Notice there are two relief angles and two rake
tolerate shock or vibration. Be sure your lathe setup
is very rigid and do not take interrupted cuts. Also be
angles and that the angle of keenness is formed by
grinding a rake angle and a relief angle. We'll discuss
sure the lathe feed rate does not exceed 0.015 to 0.020
Figure 5-18.--Applications of tool terminology.
5-13