
SELECTING A BEVEL GEAR CUTTER
To cut bevel gears on the milling machine, you must
use special form relieved cutters. These cutters are
similar in appearance and size to those used to cut spur
gears, but they have thinner teeth. They are made to cut
gears with a face width not greater than one-third nor
less than one-eighth of the distance from the back of the
gear to the apex of the cone.
The contour of the cutter teeth is made for the large
end of the gear. The tooth shape at any other section,
then, is only an approximation of the current form for
that section. However, it is possible to approximate the
dimensions and form of the teeth with enough accuracy
to meet the repair needs aboard ship.
To get the best results in milling bevel gear teeth,
select a cutter, not for the number of teeth in the bevel
gear, but for the number of teeth in an imaginary spur
gear. This imaginary spur gear has a different diameter
than the actual bevel gear.
To determine the number of teeth in the imaginary
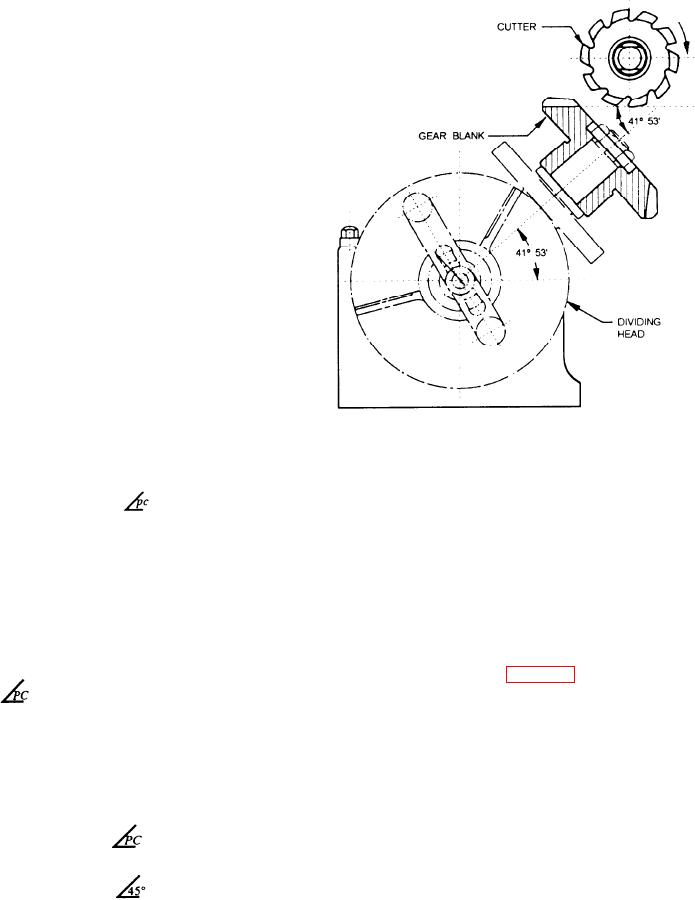
Figure 14-18.--Bevel gear set to the cutting angle by swiveling
spur gear, multiply the number of teeth in the actual gear
the dividing head in the vertical plane.
by the secant of the pitch cone angle. That is:
NTCS = NT Sec
Therefore, by using a standard chart, you can
determine the proper cutter for this gear to be a No. 3
cutter with a 6 diametral pitch.
Where:
NTCS = number of teeth of the imaginary
MILLING THE BEVEL GEAR TEETH
spur gear
Mount the gear blank in the dividing head with the
NT = number of teeth in the actual bevel
larger end of the blank toward the dividing head. Set the
gear blank to the cutting angle by swiveling the dividing
gear
head in the vertical plane (fig. 14-18). To determine the
= pitch cone angle
cutting angle, subtract the dedendum angle from the
pitch cone angle. The cutting angle is not the same angle
as the one to which the gear blank was machined in the
Suppose you plan to cut a bevel gear with 30 teeth
lathe.
and a 45 pitch cone angle. Using the NTCS formula,
you will find the imaginary spur gear to have 43 teeth.
Milling bevel gear teeth involves three distinct
operations. First, gash the teeth into the gear blank, then
mill each side of the teeth to the correct tooth thickness.
NTCS = NT Se
In the first operation, mount the selected cutter on
the milling machine arbor and center the blank on the
= 30 Sec
cutter. Then bring the milling machine table up to cut
the whole depth you determined for the large end of the
gear. After you cut the first tooth, index the gear blank
= 30 1.4142
in the same manner as you would to cut a spur gear, and
gash the remaining teeth.
= 42.4260 or
In the second and third operations, mill the sides of
= 43
the teeth that were formed in the gashing operation.
14-20

