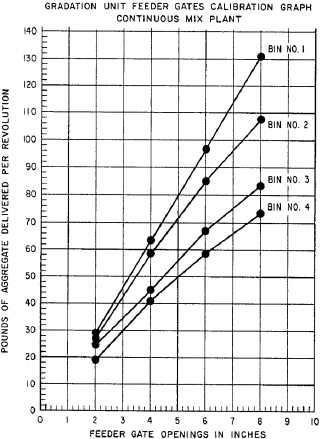
Figure 8-6.-Calibration chart, gradation
feeder gates.
vibrators
on
the
outside
of
the
fine
aggregate bins, or both. Vibrators should
be wired to cut off automatically when the
feeder
stops.
This
eliminates
excessive
packing in the bin.
The
following
conditions
underscore
the need for proper cold feeding:
Wide variations in the moisture
content or in the quantity of a specific
aggregate at the cold feed may cause a
considerable change in the temperature of
the aggregate leaving the dryer.
A sudden increase in the cold
feed can overload the screens, creating a
carry-over of the fine aggregate into the
coarse aggregate hot bins.
Erratic feeding may cause some
bins
to
overfill
while
starving
others.
This can result in the following problems:
1. Layers of variable grading in the
hot bin gradation unit storage,
especially
in
the
fine
bin,
resulting in alternating rich and
lean batches
2. An overloaded dust collection system
3. A reduced dryer draft
The
cold
aggregate
feeder
gates
should
be
calibrated.
Most
manufacturers
furnish
approximate
calibrations
for
the
gate openings of their equipment. When
these are available, they are helpful in
making the initial gate setting. But the
only accurate way to set gates is by
making a calibration chart for each gate,
using the aggregate to be used in the mix.
The
gate
opening
(in
inches
or
square inches) is plotted on the chart as
the horizontal coordinate, and the pounds
of material per revolution of the feeding
mechanism (or pounds per minute) is the
vertical
coordinate.
When
the
calibration
chart is being prepared, the gate is set,
usually at 25 percent or less of the total
opening, and the feeder is started. When
the
feeder
is
running
normally,
the
material is measured into a tare container
and weighed at known time intervals (or
number
of
revolutions).
This
gives
one
point
on
the
calibration
chart.
The
operation is repeated for three or more
gate openings and the points connected on
the chart (fig. 8-6). After the gates have
been
calibrated
and
locked,
minor
adjustments may be necessary to assure
uniform
production.
When the gates discharge on to the
belt conveyer, their output may be checked
by closing all of the gates except one,
which is set at one of the calibration
points. When the gates cannot be closed
completely, it may be necessary to stop
the
feeder
or
disconnect
it
if
it
is
mechanically
driven.
The plant is started and brought to
normal operating speed. Then the plant is
stopped and the material from a measured
section
of
the
belt
is
removed
and
weighed, using care to remove all fines.
The weight of the material, divided
by
the
length
(in
feet)
of
the
belt
section, multiplied by the belt speed (in
feet per minute), will give the amount of
material delivered per minute from the
gate opening. The material from other gate
openings is determined in the same manner
and the gate calibration chart plotted as
described
above.
When variable speed drives are used to
control
belt
feeders,
calibration
is
simplified.
The
gate
opening
can
be
estimated, and the speed of the belt can be
increased
or
decreased
to
deliver
the
required percentage and tonnage of aggregate.
In calculating the output of a gate
for a given opening, deduct the weight of
the
surface
moisture
on
the
aggregate
being
weighed.
This
is
very
important
8-4