Asphalt Introduction
From the weigh-hopper, the aggregates are
deposited into the plant pugmill (mixing chamber) and
are blended with the proper proportion of asphalt. In a
typical plant system, asphalt is weighed separately in a
weigh bucket before being introduced into the pugmill.
When the asphalt reaches a predetermined level in the
weigh bucket, a valve in the delivery line closes to
prevent excess asphalt from being discharged into the
bucket. The asphalt is then pumped through spray bars
into the pugmill. Asphalt buckets should be checked for
accuracy in the mornings. New asphalt loosens some of
the old asphalt that accumulated the previous day on the
sides and bottom of the bucket. Loss of this accumulated
asphalt changes the tare weight of the bucket.
Pugmill Mixing
Asphalt and aggregates are blended in a chamber
called the pugmill. The pugmill consists of a lined
mixing chamber with two horizontal shafts on which
several paddle shanks, each with two paddle tips, are
mounted. The paddle tips are adjustable and fairly easily
replaced.
The paddle areas are adjusted to ensure there are no
“dead areas” in the pugmill. A “dead area” is a location
where aggregates can accumulate out of reach of the
paddles and not be thoroughly mixed. Dead areas can
be avoided by making sure the clearance between the
paddle tips and the liner is less than one half of the
maximum aggregate size.
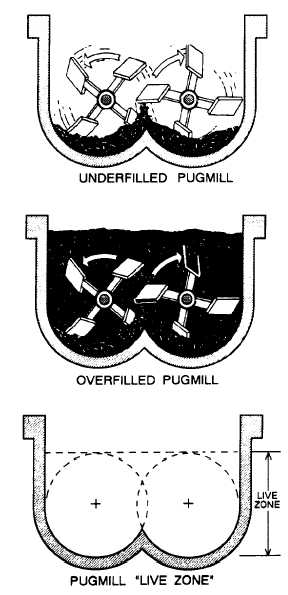
Nonuniform mixing can occur if the pugmill is
overfilled (fig. 8-15). When the plant is operating at full
production, the paddle tips should be barely visible at
the surface of the material during mixing. If the material
is too high, the surface aggregates will tend to “float”
above the paddles and will not thoroughly mix.
Conversely, in a pugmill containing too little aggregate
(fig. 8-15), the tips of the paddles rake through the
material without mixing it. These problems can be
avoided by following the manufacturer’s pugmill batch
rating recommendation. Normally, the rating is based on
a percentage of the capacity of the pugmills “live zone.”
This live zone (fig. 8-15) is the net volume in cubic feet
below a line extending across the top are of the inside
body shell radius with shafts, liners, paddles, and tips
deducted.
Figure 8-14 presents the mixing cycle during which
the aggregates, mineral filler, and asphalt are blended in
asphalt hot mix in the pugmill. The length of time
Figure 8-15.-Typical pugmill.
between the opening of the weigh box gate (Step 6 in
the figure) and the opening of the pugmill discharge
gate (Step 9) is referred to as the batch mixing time.
The batch mixing time must be long enough to
produce an homogeneous mixture of evenly distributed
and uniformly coated aggregate particles. If the
mixing time is too long, the lengthy exposure of the
thin asphalt film to the high-aggregate temperature in
the presence of air can affect the asphalt and reduce
the durability of the mix. The speed of the mixer shafts
and the arrangement and pitch of the paddles are
factors governing the efficiency of the mixing. Most
job specifications require the use of a timing device
to monitor batch mixing time.
8-14