Under each bin is a belt feeder upon which the aggregate
is proportioned.
The plant should be equipped with a means to obtain
samples of the full flow of aggregates from each cold
feed and the total cold feed. These samples are required
to perform a sieve analysis of the dried aggregate.
Cold feed controls consist of the following:
1. Sieve analysis of aggregate in each bin.
2. Calibrate feeders–both belt speed and gate
opening.
3. Established bin proportions.
4. Set belt drive speeds and gate openings.
Once the gates are calibrated, they should be
checked regularly to ensure they remain properly set.
All settings should be considered tentative because the
cold aggregate used in the mix normally varies in
grading and moisture content; therefore, adjustment of
the gates is required to maintain a uniform flow.
Drum-mix plants require the use of a continuous
weighing system on the cold-feed conveyer belts.
In-line belt weighers, known as weigh bridges, are
belt-weighing devices used to weigh the combined
aggregate passing over the conveyer belt. A readout
indicates the weight of the flow over the scales at any
given instant. No material should ever be diverted from
the conveyer belt after it passes the belt weigher.
The in-line belt weigher is usually located between
the head and tail pulley of the cold-feed belt conveyer,
This location tends to lessen variations in readings
caused by impact loading, rollback of aggregate, or
changes in belt tension.
In drum-mix plants the aggregate is weighed before
drying. Undried aggregates may contain an appreciable
amount of moisture that can influence the weight;
therefore, an accurate measurement of the moisture
content is important. From the weight measurement,
adjustments can be made to the automatic asphalt
metering system to ensure that the amount of asphalt
delivered to the drum is correct for the amount of
aggregate minus its moisture content.
The moisture content of the cold-feed aggregates
should be monitored at the beginning of each day and
about the middle of the day. When conditions make the
moisture content vary, it should be checked more
frequently.
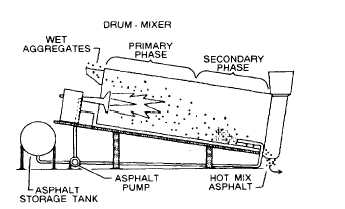
Figure 8-18.-Drum mixer zones
Asphalt Metering
The drum-mixer is normally equipped with a system
to add asphalt to the aggregate inside the drum mixer.
Called the asphalt metering and delivery system, it is a
continuous mechanical proportioning system
interlocking with the aggregate weigh system to ensure
the exact asphalt content of the mix. The weight of the
aggregate delivered into the mixer, as measured by the
weigh belt, is the basis for determining the quantity of
asphalt delivered into the drum.
Asphalt proportioning is accomplished by
establishing the necessary rate of asphalt delivery in
gallons per minute to match the aggregate delivery in
tons of dry aggregate per hour. The asphalt delivery rate
is adjusted to correspond to the weight measurement of
the aggregate prosing over the belt scale.
Drum-Mix Operation
The mixer is the heart of a drum-mix plant.
Compared to a conventional batch plant rotary dryer, the
mixer is similar in design and construction except that
the drum-mixer can be divided into two sections: (1) a
primary or radiation zone and (2) a secondary or
convention/coating zone (fig. 8-18).
Aggregates enter the primary zone where heat from
the burner dries and heats it. Then the aggregate moves
to the secondary zone where asphalt is added, and
aggregates and asphalt are thoroughly blended.
Continued drying also occurs in the secondary zone. The
mixture of hot asphalt and moisture released from the
aggregate produces a foaming mass that traps the fine
material (dust) and aids in the coating of the larger
particles.
Drum-mixers are equipped with flights to direct the
aggregate flow and spread the aggregates into a veil
8-17