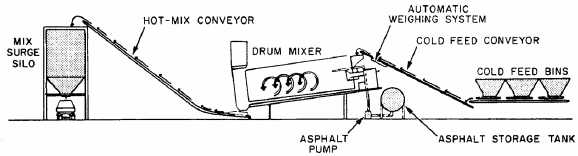
Figure 8-17.-Basic drum-mix asphalt plant
Mixing Time
Total mixing time begins when all
the combined mineral aggregates are in the
mixer and ends when the mixer discharge
gate is opened. Dry mixing time, when
specified, begins when all the combined
mineral aggregates are in the mixer and
ends with the introduction of the asphalt.
Wet mixing time begins with the start of
the asphalt application and ends with the
opening of the mixer discharge gate.
The asphalt film on aggregate is
hardened by exposure to air and heat;
therefore,
mixing
time
should
be
the
shortest time required to obtain a uniform
distribution
of
aggregate
sizes
and
a
uniform
coating
of
asphalt
on
all
aggregate
particles.
The
speed
of
the
mixer shafts and the arrangement and pitch
of the paddles are factors governing the
efficiency of the mixing.
To aid further the operation of a
continuous mix plant, you can add or
extend several automatic controls.
These include the following:
1. Automatic burner controls
2. Automatic mix discharge
3. Automatic mixer and gradation
cutoffs
in
case
of
hot-bin
shortage
or
improper feed
4.
Electric
interlocks
that
shut
down the complete plant in case of a
failure anywhere in the electric system
The
operator’s
manual
for
the
particular plant being used gives details
on
the
setup
and
adjustments
of
the
automatic
equipment
included
with
the
plant.
NOTE:
Normally
all
automatic
systems have manual override. You should
know where it is located and how to use
it.
See
the
manufacturer’s
manual
for
specific
details.
DRUM-MIX ASPHALT PLANT
The drum-mix plant is shown in
figure 8-3. The mixing drum for which the
plant
is
named
is
very
similar
in
appearance to the batch plant dryer drum.
The difference between the two is that in
a drum-mix plant the aggregate is not only
dried and heated within the drum, but it
is also mixed with the asphalt cement. In
a drum-mix plant, there are no gradation
screens,
hot
bins,
weigh-hoppers
or
pugmills.
Aggregate
gradation
is
controlled at the cold feed.
The basic plant consists of a cold-
feed system, a rotating drum dryer, an
asphalt
proportioning
and
dispensing
system, and a surge silo (fig. 8- 17). The
ease of setup and operation of the drum-
mix plant makes it the ideal machine for
operations.
Aggregate Storage and Feed
Aggregate
gradation
and
uniformity
are
entirely
dependent
on
the
cold-feed
system. Proper care must be exercised not
only in producing the aggregate but also
in storage. Aggregates used for drum-mix
plants
must
be
received,
handled,
and
stored to ensure there is no danger of
contamination
or
intermingling.
Stockpiles must be properly graded
and
split
into
different
sized
fractions
to
control
the
gradation
of
the
mix
properly.
Uncorrected
segregated
stockpiles
will
result
in
mix
gradation
difficulties.
The
plant
supervisor
should
establish and maintain stockpiles in the
most economical manner and correct any
deficiencies
in
uniformity
before
the
aggregate is fed into the mixing plant.
Since
the
typical
drum-mix
plant
does
not
have
a
gradation
unit,
the
aggregate
must
be
proportioned
before
entering
the
mixing
drum.
This
is
accomplished with a multiple-bin cold-feed
system
equipped
with
precision
belt
feeders
for
control
of
each
aggregate.
8-16