
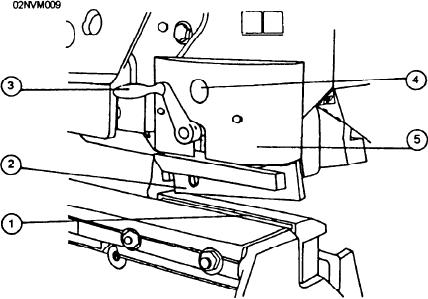
4. Grease Fitting
1. Stationary Blade
5. Holddown
2. Shear Blades
3. Holddown Adjusting Crank
Figure 13-29.--Universal ironworker shear end.
and at the same station on other machines. Regardless
Knife Clearances.--There are two sets of knife
of the physical arrangement of the machine, a punch and
clearances for the stock cutting stations. For the bar
die are used to perform the cutting action. The notcher
cutter station (fig. 13-28), the proper knife clearance is
makes angle cuts of 90 degrees to permit the bending of
0.006 inch. The shearing station has a clearance of
angle shapes. The coper makes partial rectangularcuts
0.002 inch to 0.003 inch. If shimming is required to
into metal stock. On some machines the coper punch is
maintain clearances, always shim the stationary knife,
never the plunger (moveable) knife.
also designed for notching. Figure 13-30 shows some
of the typical notching and coping work and figures
Operating Procedure.--To operate the bar cutting
13-31 and 13-32 show the notching and coping
stations, proceed according to the following precautions
stations.
and steps:
Knife Clearances.--There are two sets of
1 .Check the alignment and clearances of the
knife clearances for the notching and coping
cutting knives and adjust as necessary. Ensure that the
stations if they are separate stations. If the stations
knives are firmly fastened since they have a tendency
are combined, there will only be one set of
to work loose during use.
clearances. For the coping station (fig. 13-32) the
2. Cycle the machine through one complete
proper knife clearance is l/16 inch. The notching
revolution to check the machine for binding or
station (fig. 13-31) has a clearance of l/64 inch. If
misalignment.
shimming is required to maintain clearances,
always shim the stationary knife, never the plunger
3. Place the workpiece between the cutting knives
(moveable) knife. On combined stations, the knife
and adjust the holddowns to support the material being
clearance is l/l6 inch.
cut and prevent kickup.
Operating Procedure.--To operate the notching
4. Step on the foot pedal and hold the pressure until
and coping stations, proceed according to the following
the knives have cut the workpiece.
precautions and steps:
COPING AND NOTCHING OPERA-
1. Check the alignment and clearances of the
TIONS.--Coping and notching operations are
cutting knives and adjust as necessary. Ensure that the
performed at individual stations on some machines
13-26