
tool so that it will only penetrate 1/3 of the thickness
being cut.
7. Cycle the machine, checking the machine for
binding or misalignment.
8. Make a test cut on a sample of the metal being
cut.
Stroke and Speed Control.--The stroke and speed
of the upper tool is important if a smooth cut is to be
obtained. We have already discussed speed control
earlier. You should remember that high speed is used
to cut thin metal and slow speed is used to cut thicker
gauge metal Stroke control is obtained by using the
same lever that lowers the upper tool into the cutting
position. When the lever is engaged to the left, you will
get a short stroke. A short stroke is used to cut thin
metal. When the lever is engaged to the right, you will
get a long stroke, which is used to cut thin metal.
Plasma Arc Machine
Plasma arc cutting is a high-speed, high-quality
metal cutting process that greatly reduces cutting and
edge preparation costs. Plasma arc cutting is similar to
tungsten inert gas welding because it uses the same
basic circuit and shielding gas. The plasma arc cutting
torch greatly reduces cutting time and replaces slower
machinery previously used to accomplish the same task.
The cutting process uses extremely high temperatures,
high-velocity ions, and a constricted arc between a
tungsten electrode and the piece to be cut. This section
will describe the procedures for using a typical thermal
arc cutting system with water cooling at 300 amperes.
PLASMA ARC CUTTING SAFETY.--Plasma
arc cutting requires the same personal protection
equipment that is required for arc welding. Plasma arc
cutting produces toxic gases from the cutting process.
It also produces hot sparks and sound levels above 105
decibels. It uses higher temperatures than arc welding.
You should never use solvents and degreasers of the
halogen family near the cutting operation, because light
from the arc can break these down into toxic
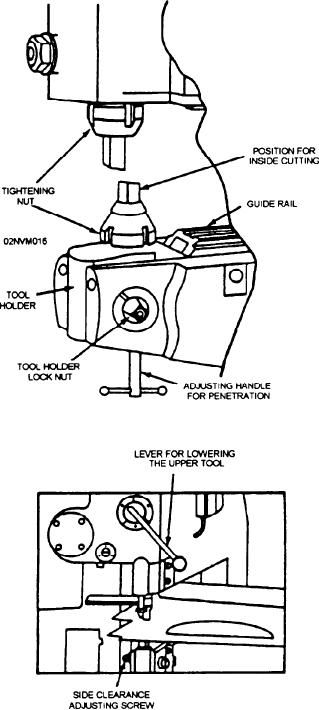
Figure 13-36.--Pullmax universal machine, upper and lower
components. The halogen family includes any of the
cutting tools.
nonmetallic elements, such as fluorine, chlorine, iodine,
bromine, and astatine.
5. When the adjustment is correct, tighten the
PLASMA ARC EQUIPMENT.--The equipment
used for plasma arc cutting is similar to a gas tungsten
toolholder locknut opposite the adjusting screw.
arc welding (GTAW) unit. The plasma arc cutting unit
6. Make adjustments for proper penetration with
has four basic components: the control panel, torch,
the tools in the cutting position. Use the adjusting
torch leads, and gas supply. Figure 13-37 shows a
handle at the bottom of the toolholder to adjust the lower
typical setup for the control panel and torch.
13-30