
not cover the actual setting of hydraulic pressure. You
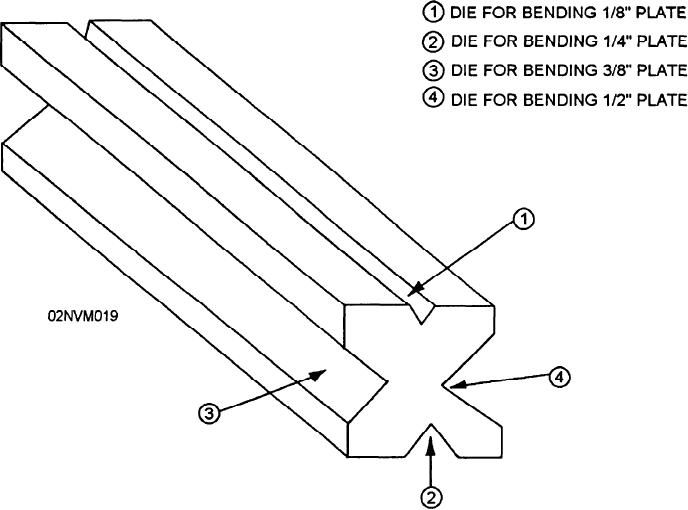
l/2-inch plate (fig. 13-41). This die is simply rotated to
should refer to the owner's technical manual for proper
the correct opening for the task at hand.
bending pressure and pressure adjustment.
Bending Pressure.--Bending pressures on brake
Stroke Setting.--Stroke setting is how far the ram
presses are set to the correct pressure to allow for the
will travel in one cycle of the ram. You will choose the
proper bending of the desired material to be bent. Too
type of stroke to use depending on the job at hand and
low of a pressure setting will cause incomplete bending
the experience of the operator. The machine in your
of the plate. If the bending pressure is set too high, the
shop may have stroke selector switches with different
metal may be forced too far into the dies, causing
labels but will perform the same basic functions. The
marring of the surface and overbending of the plate.
four choices of the stroke are as follows:
Due to the number of different machines in use, we will
Figure 13-41.--Typical "V" die.
13-35