
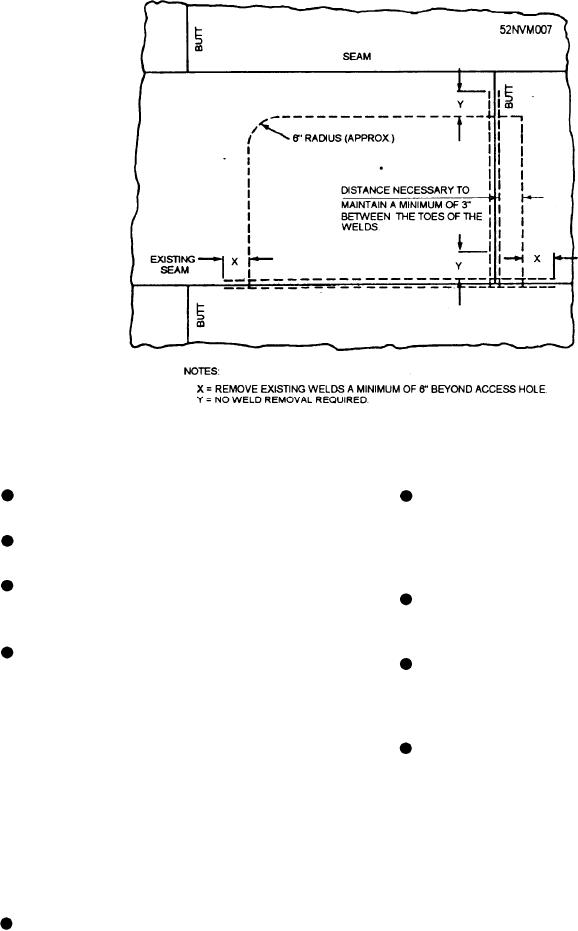
Figure 13-53.--Access holes intersecting existing welds.
Cut no more than two holes in any tank.
Where corners involve butts or seams, remove
the existing weld for a minimum distance of 6
inches beyond the existing butt or seam, as
Cut holes to the minimum size necessary.
shown in figure 13-53.
Locate the edges of openings along existing
Maintain a minimum of 3 inches between the
butts or seams whenever practical.
toes of two welds, as shown in figure 13-53.
Locate holes between principle ship framing or
If crossing an existing butt weld, ensure that the
bulkheads, cutting at least 3 inches from any of
new cut crosses the existing butt weld at a
these members.
90-degree angle.
CUTTING THE ACCESS HOLE.--After you
Cutouts involving riveted seams, or cuts closer
determine the location of the access hole, you are ready
than 6 inches to riveted seams, require the
to make the cut. As a general rule, follow the
removal and replacement of the rivets for a
requirements of the fabrication document, such as
distance of 6 inches from the weld area.
blueprints, technical manuals, or other approved
documents, for laying out and cutting the access hole.
The first step in laying out the access cut is to
remove all paint and rust from the cutting area. This
If no fabrication document exists, use the following
will make the layout easier and the cutting process faster
guidelines:
and cleaner. Using soap stone, lay out the new access
cut, installing radii in the corners. You should then use
Cut all comers except those involving existing
a center punch to punch the outline of the cut. It is well
butts or seams to a radius of 6 inches. The
worth the time to punch the outline to prevent having to
6-inch radius in the comers is designed to
lay out the outline again if it becomes erased
eliminate stress associated with a 90-degree
accidentally. Install lifting padeyes if the patch is large
comer cut.
in size or difficult to handle and tie it off before making
13-47