
The feed-in method, sometimes called the face-feed
method, is accomplished by feeding the filler metal by
hand into the area to be joined. Remember that the filler
metal always flows along a heated surface from the
cooler to the hotter section. In other words, the filler
metal flows toward the source of heat or to the point
where the heat is being applied. Feed the tiller metal to
the outer edge of the joint while you direct heat to the
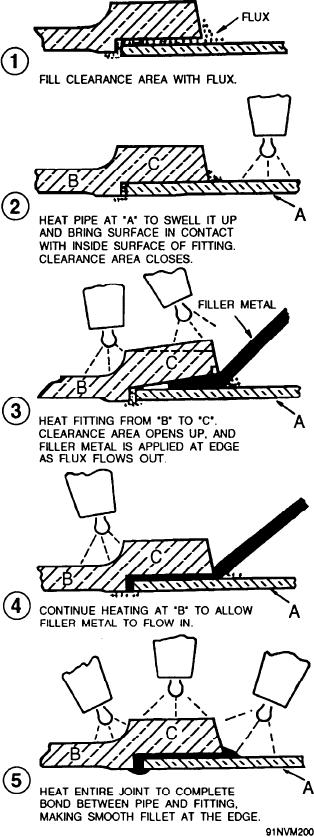
inner edge of the joint. Figure 9-10 illustrates the
stepby-step technique for brazing a joint by the feed-in
method.
The parts to be joined are cleaned and fluxed in the
same manner as in the insert method. When the parts
are fitted together, the clearance area is tilled with flux.
After aligning the parts, apply heat as previously
described. Then apply heat to the fitting or the inner
edge of the joint at the same time that the filler metal is
fed at the outer edge of the joint. The filler metal will
flow toward the hottest section. This means it will flow
through the joint toward the point at which heat is being
applied. It is left entirely to your judgment to decide
when both parts are properly heated and when to feed
the filler metal. It is also left to your judgment to decide
when enough filler metal has been fed into the joint to
completely fill the space between the two parts being
joined. Skillful torch manipulation is necessary to apply
heat to the proper point to cause the filler metal to flow
from the cooler to the hotter section. Filler metal visible
at the edge of the joint does not necessarily indicate that
the entire joint is filled.
The difference, then, between making a joint by the
insert method and by the feed-in method is in procedure.
When using the insert method, you heat a section and
remove the torch with a wiping motion, which causes
the filler metal to flow from the insert. In the feed-in
method, after you heat a section, you must direct the
flame to the inside edge of the joint while the filler metal
is being fed in at the outside edge of the fitting.
After the joint has cooled, clean the joint area with
a wire brush and warm water to remove flux, scale, and
discoloration. If flux is allowed to remain on the joint
area, it will cause corrosion and future failure of the
joint. After cooling and prior to performance of pressure
Figure 9-10.--Feed-in method of silver brazing.
or leak testing, completed piping systems should be
cleaned and flushed to the extent necessary to ensure
satisfactory operation of the system and components in
submarines, as shown in table 9-5, will be flushed
service. Special cleaning, when required, will be
according to one of the following procedures:
according to the specified requirements in the
shipbuilding, overhaul, or component specification.
--Hot flush with fresh water for 1 hour while
Unless otherwise specified, all P-3a special category
ensuring that the temperature at any part of the system
systems (often referred to as P-3a critical systems) in
does not go below 110F.
9-10